

- Joined
- Sep 22, 2010
- Messages
- 7,223
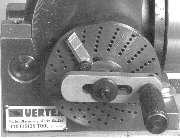
Dividing Heads pretty much all work the same. If the main gear is 40:1 as most are. The Ellis & L&W manuals are available in our downloads area at http://hobby-machinist.com/index.php?action=downloads;cat=36. The plates often fit just one brand machine, But are easy to make or search ebay, the dimensions to fit are the bolt pattern, center hole diameter, pin hole dia.
Plates are numbered 1,2,3 called low number plates will do most any common dividing, the 4,5,6 plate high number plates are for the higher dividing. There are still high prime numbers that need a different machine to accomplish.
For example you need to make a 250 division dial, to do that you need a 25 hole plate, you don't have one, but you have a 15 hole plate, with a 15 plate you make the 25 plate, then use it to make a 250 division dial.
Heres the plate hole counts for a 40:1 head.
#
1) 15, 16, 17, 18, 19, 20
2) 21, 23, 27, 29, 31, 33
3) 37, 39, 41, 43, 47, 49
***************
The B&S one, which has somewhat smaller plates
(largest number of holes is on the outside row):
Plate #1 #2 #4
Row == == ==
Outer 20 33 49
19 31 47
18 29 43
17 27 41
16 23 39
Inner 15 21 37
The first plate is 20, 19, 18, 17, 16, 15.
The second plate is 29, 28, 26, 21, 20, 16.
The third plate is 61, 59, 49, 44, 39, 33.
Plates are numbered 1,2,3 called low number plates will do most any common dividing, the 4,5,6 plate high number plates are for the higher dividing. There are still high prime numbers that need a different machine to accomplish.
For example you need to make a 250 division dial, to do that you need a 25 hole plate, you don't have one, but you have a 15 hole plate, with a 15 plate you make the 25 plate, then use it to make a 250 division dial.
Heres the plate hole counts for a 40:1 head.
#
1) 15, 16, 17, 18, 19, 20
2) 21, 23, 27, 29, 31, 33
3) 37, 39, 41, 43, 47, 49
***************
The B&S one, which has somewhat smaller plates
(largest number of holes is on the outside row):
Plate #1 #2 #4
Row == == ==
Outer 20 33 49
19 31 47
18 29 43
17 27 41
16 23 39
Inner 15 21 37
The first plate is 20, 19, 18, 17, 16, 15.
The second plate is 29, 28, 26, 21, 20, 16.
The third plate is 61, 59, 49, 44, 39, 33.
Attachments
Last edited by a moderator: