Hi there is another thread that was just started recently dealing with the same issue that may help a bit.
https://www.hobby-machinist.com/threads/drilling-boring-a-deep-hole.68379/
They do make Aircraft drill bits that are 6" long, but the flutes are only about 1" long for 1/16" so it would be a lot of pecking.
David
You should take a look at gun drills and gun drilling. They are made for drilling holes with very high L/D ratios. Otherwise, you will need to drill past the flutes and clear them often with a regular twist drill. One problem with regular twist drills is that they don't tend to drill stright on very deep holes, so if that is a requirement, then the gun drills are the way to go. That not drilling quite straight may be a problem with going from both ends, they may not meet as well as you need in the middle. It's quite a problem you have. If not a lot of strenght is required, could you mill a half round in two flat pieces with a ball end mill and silver or soft solder them together, forming a hole in the process? You could smoke the hole halfs before soldering to prevent the silver solder fouling the hole (use a candle or accetalyne, solder tends not to stick to carbon). Then machine your tool around the hole.
Thanks for all the replies guys. I read through the article and did some research on gun drills. I still need to do more research into gun drilling but so far that seems like the best option, though it appears the setup may be expensive. It looks like the setup might cost around $1500 to get started unless there are cheaper options for the spray mist kit and other accessories. I still need to look around more but the smallest diameter gun drill bit I found was 1mm. If I want to build tools for many of the modern high security disc-detainer locks I will need to drill holes that small or possibley smaller.
As for now I did drill the 1.5mm hole through just the front portion of the tool. I was able to get about 1/4" past the flutes as well. I ordered some longer aircraft drill bits but they probably won't arrive for a week or more. I may try drilling the back half of the tool tonight with maybe a 1.7mm drill bit in case the holes don't lineup perfectly and to get the extra length I need. While I wait for the longer drill bits I may start building a second tool.
What type steel did you use , if it were mine I'd try to use a type that can be hardened. A case hardened steel would be tuff yet giving ,, hard on the outside . Just my thought on a very nice job of machining , my luck after I made it it would bend like mushy spaghetti . Really is a great job you made a tool and saved tons of money . I'd bet some fellow locksmiths would be willing to buy some . If I were in that field I would .
I have been using 1144 steel for this tool and the Abloy Classic tool as well. Honestly I know nothing about types of steel/heat treating, that is something I need to do more research on as well. When I'm picking the lock I haven't encountered any issues with bending or breaking yet, the tool even rolled off my desk and stayed perfectly straight. I have gotten a few inquires regarding purchase of the first tool already, eventually I'll likely sell a few to make back some of the cost of tooling. There are very limited suppliers for these sort of tools, and many are not available to the general public.
Another lock tool maker mentioned that he heat treats his tools and that is something I am very interested in. I am willing to build a small forge and get a pyrometer to accurately reach temps but don't really know what steel to use or where to start. You can see from the pictures how thin everything needs to be, and to gain any amount of strength would be a huge bonus.
Here are some pictures showing some of things I've done since my last post..
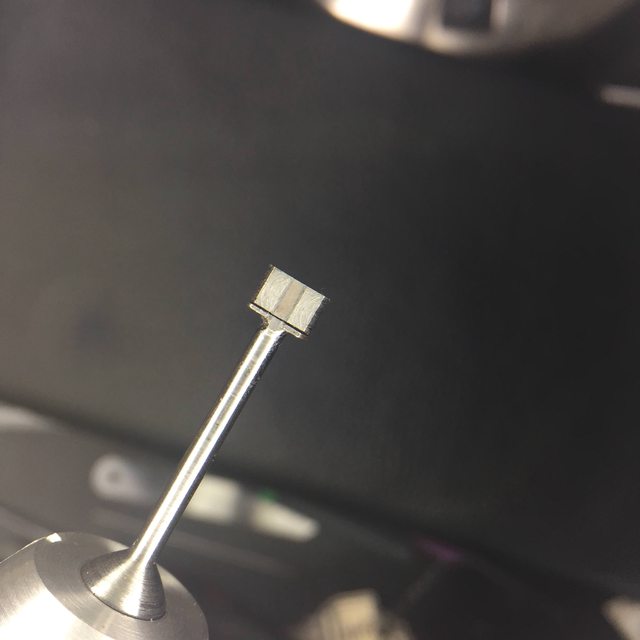
Pick portion of the tool turned down to about 2.8mm. The hole I drilled is about 1/4" short of reaching the end of the 2.8mm diameter shaft.
I was nervous to machine this part so I did it by hand. The thickness of the picking tip need to be less than .019". I placed the tip in between two .018" feeler gauge and filed it down to size on top of a parallel. (In hindsight I should have held the piece in the drill chuck of the mill so that it could be held perfectly straight.) I may need to make this part thinner, the thinner the tip the easier it is to move in between the discs of the lock while picking.
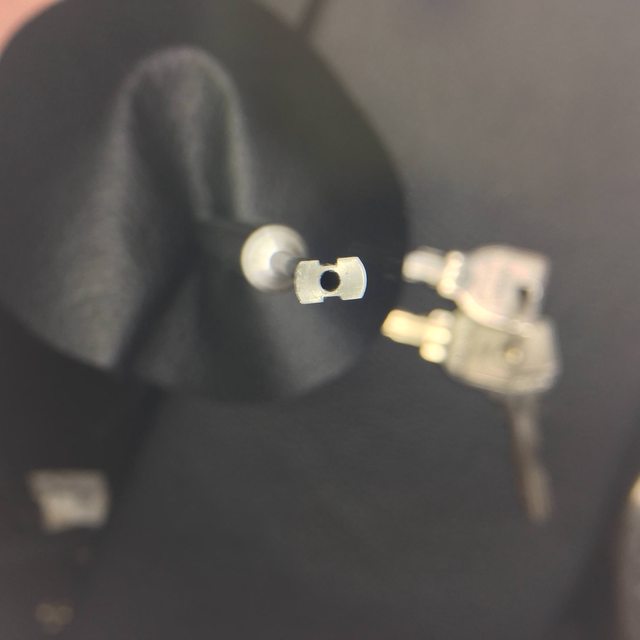
This is what I have now. Everything is pretty much done, just need to drill the back half of the pick portion, cut to size, and make handles.
I think eventually I will need to get a dividing head to make perfectly accurate depth/space markings on the handles. In this lock there are 7 depths in 15 degree increments. The least expensive dividing head I've found is about $280. I think it would fit on the mini mill but I'm still hesitant on the purchase.