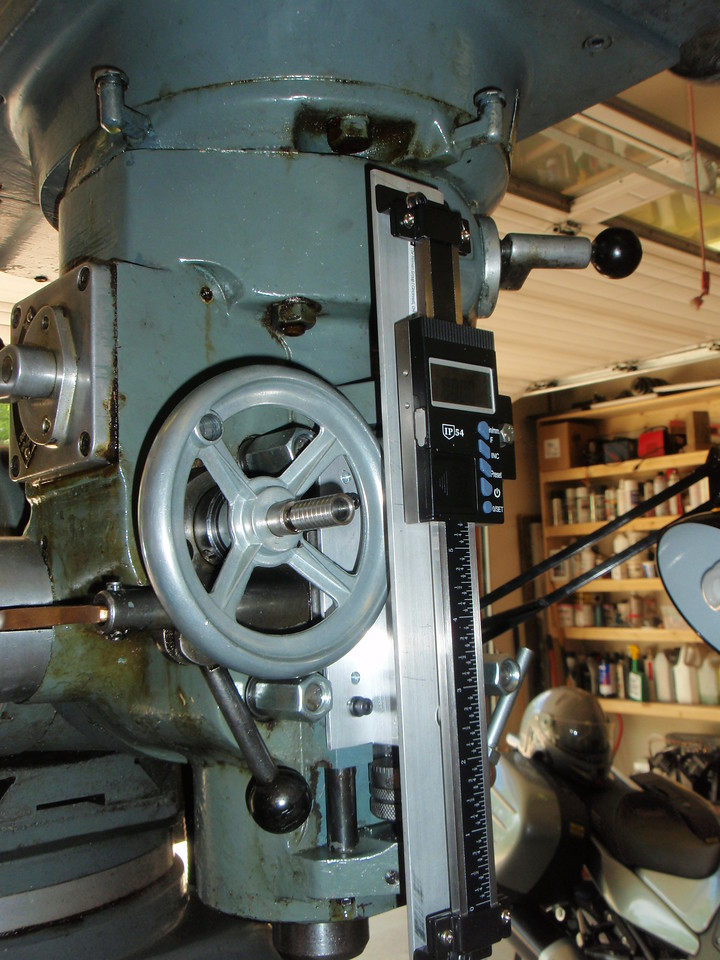
I have this DRO on my Bridgeport clone. It works fine, have not noticed any issue with batteries. I have only these complaints:
1) it turns itself off in a fairly short time, just about when I want to read it again.
2) when it turns off, it does not forget where it is. That’s a good thing, except for...
3) pressing the power button restores the reading. That’s a good thing too, except for...
4) the location of the zero key, at the bottom of the stack, is what I hit by reflex action. It works, and zeros the reading. That’s a bad thing.
Otherwise, it is good, and useful. I had to make all new brackets, seems like what is included were designed by someone who had never actually seen a DRO or a mill. My opinion.