

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Another 'Buyer Beware' or 'Am I just stupid?'
- Thread starter gr8legs
- Start date
- Joined
- Aug 25, 2020
- Messages
- 1
An excellent idea except when I first received the caliper the setscrew holding the centering adapter to it was so tight I thought it might be Locktite'd in place. After taking a pair of pliers to it and breaking it loose the movable jaw had only another 1.75mm of zero-ward travel before it hit the stop - so no joy on that fix.
It's just a crappy design that should have been fixable in firmware to actually show 5mm when you press the 'zero' but just doesn't. I'd get the same result with the $12 center measuring adapters clamped on and the caliper would be useful for other things as well. Grrr.
Thanks
Stu
You’ll have to completely remove the pointed part and it’s holding clamp from the movable jaw. Then you’ll be able to press it to the fixed jaw and zero it.
A firmware setting would never work because it would have to assume that the points are always a perfect nominal 5mm or they would all have to be precisely measured, and neither of those things is going to happen.
Those adapter points you first mentioned will work the same as the dedicated center to center caliper without any math. You zero the caliper without the points installed and then just put the points on and take your measurements. As long as the points are made properly, the registry edges that sit on the caliper jaws will align with the ground points and your measurements will still be accurate.
- Joined
- Feb 1, 2015
- Messages
- 9,570
If you go to the manufacturer's web site, you will see that they make a large variety of metrology instruments.
 www.directindustry.com
www.directindustry.com
Wenzhou Sanhe Measuring Instrument Co., Ltd: Metrology - Laboratory - DirectIndustry
I know you wanted a general purpose tool with the digital purchase, but if the holes are too small for the Sorensen in this particular case, could you just use dowel pins & measure across the tangents with a regular caliper?
I have 2 of these floating conical center finders. I engage it into a hole on the mill, ensuring the shank/floating OD is perfectly flush on all quadrants (centered), zero the DRO at that location. Then I compare that location by what I get rotating a DTI in the hole, or around a tight fitting pin within the hole. Reason I mention this is I inevitably get a couple thou off & I've repeated this many times in different situations. I trust the DTI. All I can think of is the cone is being influenced by the condition of very small contact area (line) of the hole lip, or the chamfered edge, even though 'theoretically' a smaller angled cone should find center properly. So I'm not really fond of the 'pointy thing in the hole' technique, but I'm also not sure what kind of accuracy you require.
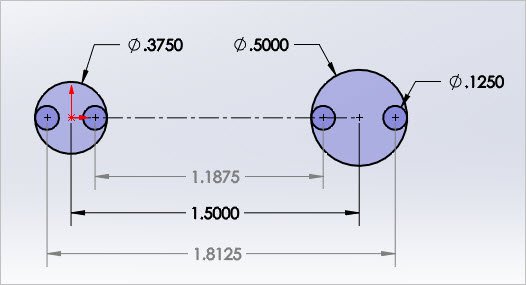
I've always had an idea to sacrifice one of my many cheapo offshore digital calipers & just solder (or otherwise attach) some pins to the inside of each jaw. It doesn't matter what the pin diameter is as long as they are the same which you could pre-align by resting the jaw flats & pins on a datum surface. Then I think you just measure the closest distance, the furthest distance & divide by 2. The holes could even be significantly different diameter holes & the method would work the same.
I have 2 of these floating conical center finders. I engage it into a hole on the mill, ensuring the shank/floating OD is perfectly flush on all quadrants (centered), zero the DRO at that location. Then I compare that location by what I get rotating a DTI in the hole, or around a tight fitting pin within the hole. Reason I mention this is I inevitably get a couple thou off & I've repeated this many times in different situations. I trust the DTI. All I can think of is the cone is being influenced by the condition of very small contact area (line) of the hole lip, or the chamfered edge, even though 'theoretically' a smaller angled cone should find center properly. So I'm not really fond of the 'pointy thing in the hole' technique, but I'm also not sure what kind of accuracy you require.
I've always had an idea to sacrifice one of my many cheapo offshore digital calipers & just solder (or otherwise attach) some pins to the inside of each jaw. It doesn't matter what the pin diameter is as long as they are the same which you could pre-align by resting the jaw flats & pins on a datum surface. Then I think you just measure the closest distance, the furthest distance & divide by 2. The holes could even be significantly different diameter holes & the method would work the same.
Attachments


- Joined
- May 3, 2020
- Messages
- 229
If you are doing same-size holes most of the time; make dowel pins out of drill blanks. Set your caliper to zero with a dowel in the jaws. Now, measure across a pair of dowels.
Might be throwing good money after bad with yet another doo-dad, but looks like jaw attachments has already been thought of, including screw in stem points.
 www.kbctools.ca
www.kbctools.ca
www.kbctools.ca
www.kbctools.ca
KBC,KBC CENTERLINE ACCESSORY KIT,1-812-110,KBC Tools & Machinery
KBC,KBC CENTERLINE ACCESSORY KIT,1-812-110,KBC Tools & Machinery
AMPG,USA UNIVERSAL CALIPER ACCESSORY KIT,1-850-Z9020,KBC Tools & Machinery
AMPG,USA UNIVERSAL CALIPER ACCESSORY KIT,1-850-Z9020,KBC Tools & Machinery
- Joined
- Nov 12, 2017
- Messages
- 391
C-T-C distances can be frustrating......I'd be 100% disappointed engineering of that specialty caliper was not appropriately coupled with correct means to accomplish measurement.
Centering points on a caliper work well, provided attachment and 'calibration' are right. If you mic the OD's of said points, that adds a feature much like a Sorenson, with the same arithmetic.
Depending on hole size/s, drill blanks, pin gauges, dowel pins are reliably checked with outside micrometer or height gauge. Lacking the right sizes, a small pin clamped in height gauge works, if the part is perpendicular to reference surface. Knowing the diameters, arithmetic process is the same. Be mindful of edge combination used, or being a diameter off will seem correct. Yeah, I scale the distance first to predict outcome......
A mill can sub as CMM, once hole centers are parallel to axis of movement. Also an easy way to measure DBC of meshed gears. If not parallel, use X & Y and trig the solution. Without DRO, use travel indicators or careful axis movement to avoid backlash.
Another old-school way depends how you are equipped. Unbeatable when holes are roughly punched or flame cut. It's trammel points, hole centering balls and calipers with divider setting marks. Everything still available used online, except tin of deft touch and coupon book of patience.
Centering points on a caliper work well, provided attachment and 'calibration' are right. If you mic the OD's of said points, that adds a feature much like a Sorenson, with the same arithmetic.
Depending on hole size/s, drill blanks, pin gauges, dowel pins are reliably checked with outside micrometer or height gauge. Lacking the right sizes, a small pin clamped in height gauge works, if the part is perpendicular to reference surface. Knowing the diameters, arithmetic process is the same. Be mindful of edge combination used, or being a diameter off will seem correct. Yeah, I scale the distance first to predict outcome......
A mill can sub as CMM, once hole centers are parallel to axis of movement. Also an easy way to measure DBC of meshed gears. If not parallel, use X & Y and trig the solution. Without DRO, use travel indicators or careful axis movement to avoid backlash.
Another old-school way depends how you are equipped. Unbeatable when holes are roughly punched or flame cut. It's trammel points, hole centering balls and calipers with divider setting marks. Everything still available used online, except tin of deft touch and coupon book of patience.