If your only interested in pics/tech/the good stuff… skip this next paragraph, trust me, I’d do the same thing. Also you will find a thread index at the end of this post, it should be useful for navigating to what you want to see and skipping all the BS 
I’m FINALLY getting around to making a upgrade thread on my PM-940-CNC-VS, but first a little background. I have been interesting in fabricating ever since I realized a drill bit could cut metal, not just wood. Just out of high school I got a job as an apprentice machinist working for a crazy SOB, but I got plenty of hands on experience learning the ins and outs of, as some would call it, a “clapped out old Bridgeport milling machine” and some junky Chinese lathe. Later I was working for a different company where we had access to a small prototype machine shop, with a much nicer Bridgeport and a much nicer Cincinnati lathe. My interest in manual machining peaked during this time, after I made a few parts for my Toyota Pickup, which was modified for rock crawling. While working this job I was introduced to CNC machining via a vendor I became friends with… Fast forward years, and years, and actually over a decade later and 3 more jobs where I was always on the edge of learning CNC and I finally decided to take the plunge and buy a 3 axis bench top unit.
I had been thinking hard about buying a CNC, and of course dreamed of owning my own Tormach 1100, but not only am I not rich, I tend to be pretty cheap. So when I stumbled across the PM-940-CNC-VS (from here on out will call it the PM-940) I suddenly felt like I could actually own my own machine… That was in Januaryish of 2017 and the mill was in my garage setup and running by February…
Loaded on the trailer.

Wanted to put it in the truck as it would have been a smoother ride, but no way to get it out of something that high at home.
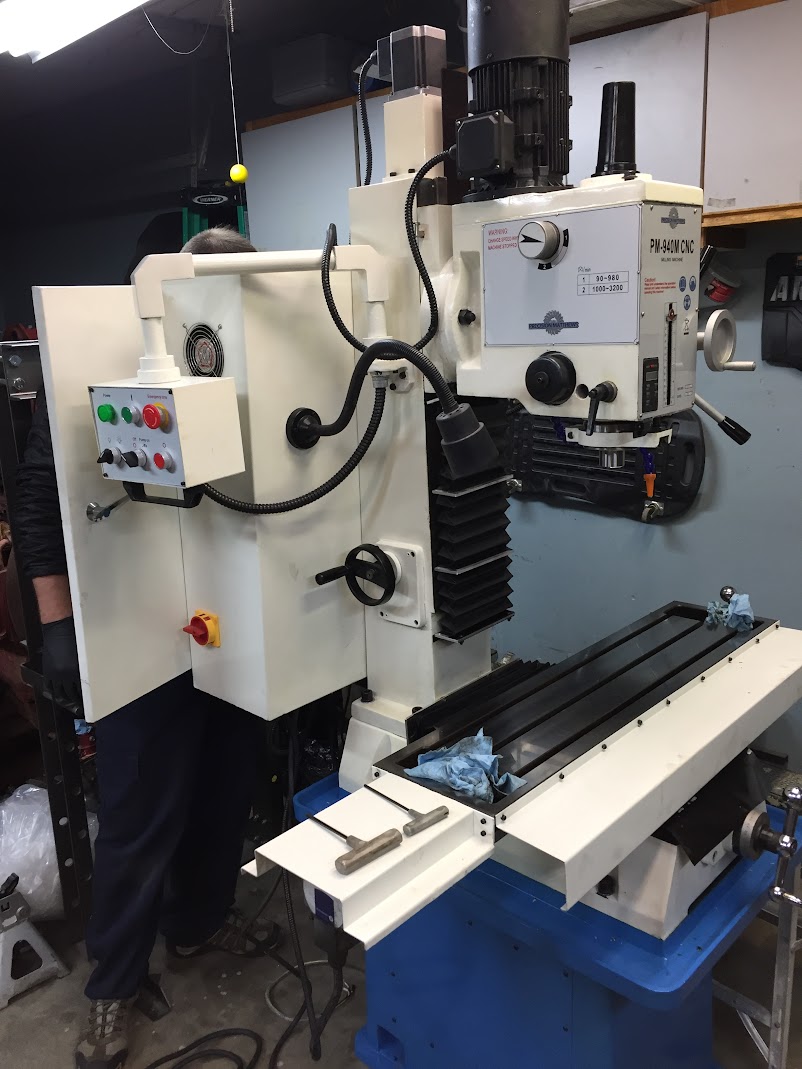
Didn't take any pics of unloading it. I had 3 buddies waiting for me when I got home and we made it happen in about 30min. It's current home:
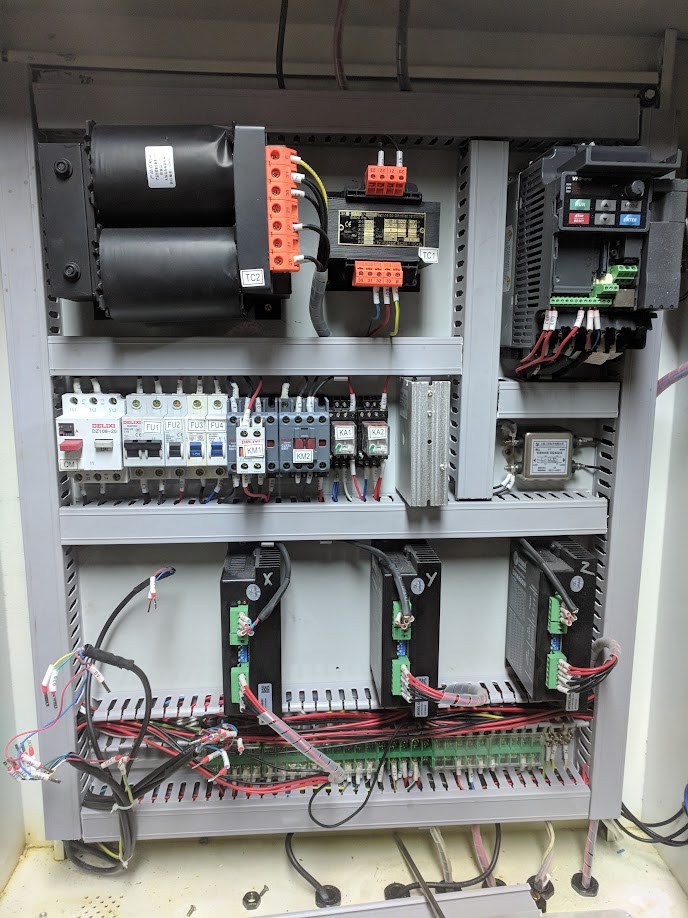
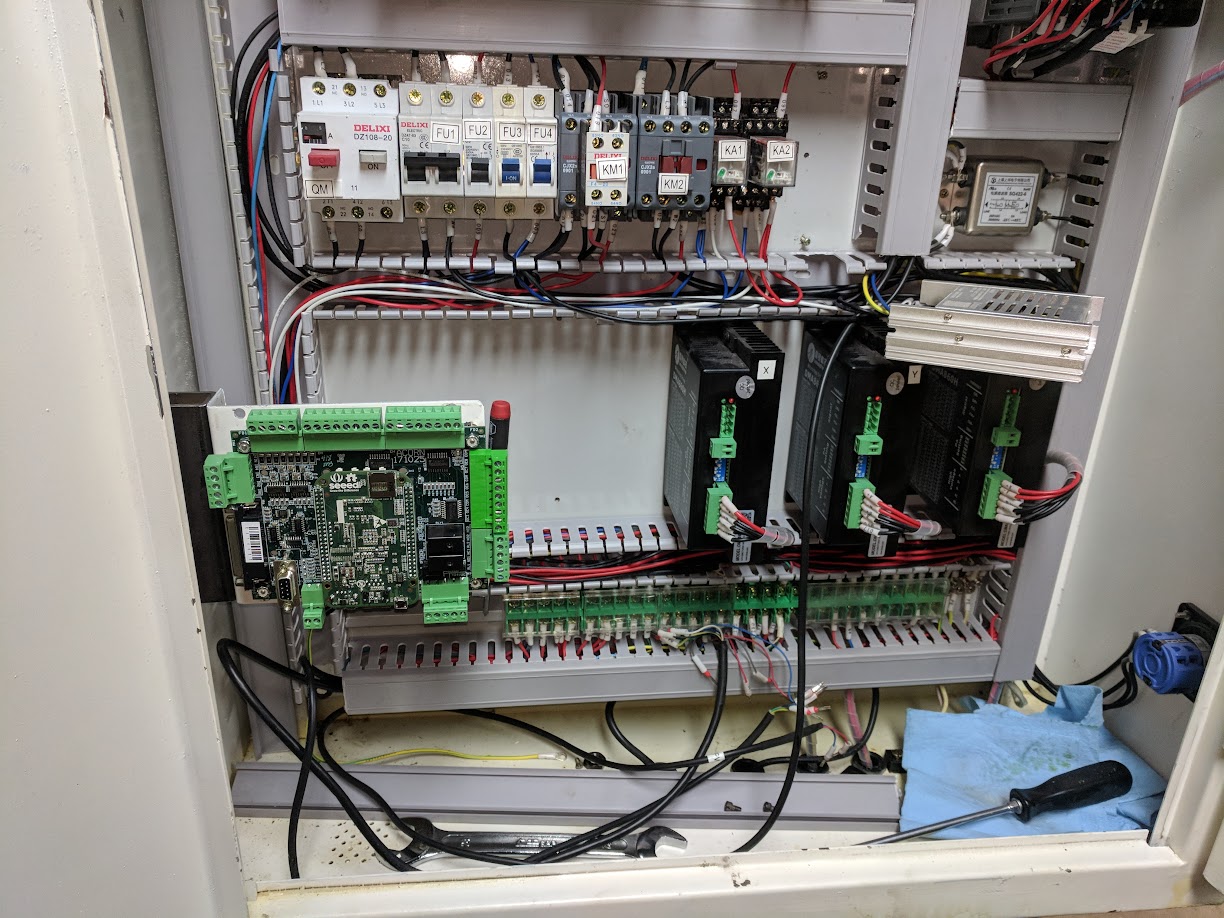
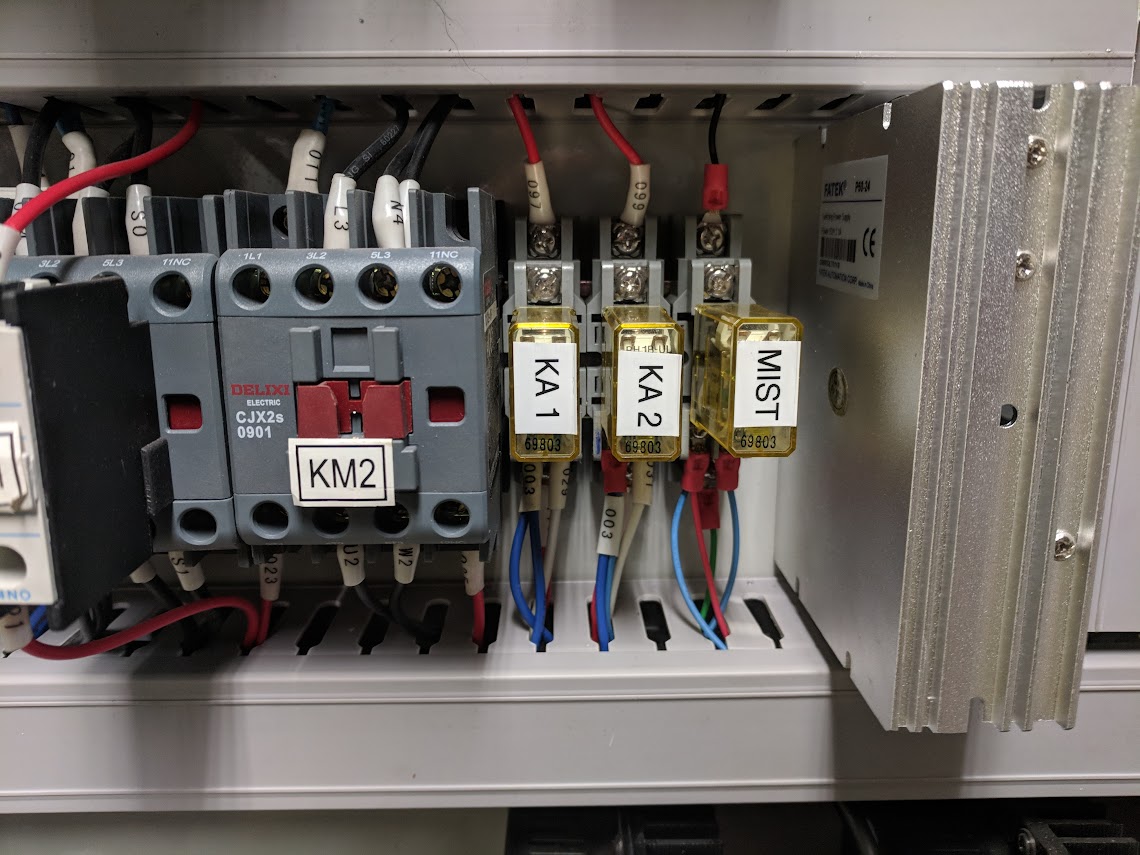
Inside the cabinet:

I got a clamp set and a vise with the mill (forgot to take pics), turns out that the vice I ordered was out of stock, so they upgraded me for free BOO YA!
I do have to say, Precision Mathews has been an absolutely awesome vendor to work with. Questions answered extremely fast, all my pesky little OCD questions answered (like 20 emails worth)! I HIGHLY SUGGEST them. Keep in mind that I have had this mill for over a year before I even considered starting this thread and I still say that. The mill was completely functional out of the box, all upgrades that I’ve made or are making are because I’m serious tinkerer and I have a passion for precision/accuracy.
Anway, this thread will follow my adventures of upgrading this machine to hopefully be a bad-mamba-jamba that can keep up with a Tormach 1100, but for less money and with me learning a great deal more about CNC!
Here are two similar (like SUPER similar) threads that I follow, and that have inspired me:
cut2cut:
https://www.hobby-machinist.com/threads/my-pm-940-cnc-modifications.57976/
pburgh:
https://www.hobby-machinist.com/thr...ontroller-conversion-to-centroid-acorn.65196/
More to come!
PZ
Thread Index:
I’m FINALLY getting around to making a upgrade thread on my PM-940-CNC-VS, but first a little background. I have been interesting in fabricating ever since I realized a drill bit could cut metal, not just wood. Just out of high school I got a job as an apprentice machinist working for a crazy SOB, but I got plenty of hands on experience learning the ins and outs of, as some would call it, a “clapped out old Bridgeport milling machine” and some junky Chinese lathe. Later I was working for a different company where we had access to a small prototype machine shop, with a much nicer Bridgeport and a much nicer Cincinnati lathe. My interest in manual machining peaked during this time, after I made a few parts for my Toyota Pickup, which was modified for rock crawling. While working this job I was introduced to CNC machining via a vendor I became friends with… Fast forward years, and years, and actually over a decade later and 3 more jobs where I was always on the edge of learning CNC and I finally decided to take the plunge and buy a 3 axis bench top unit.
I had been thinking hard about buying a CNC, and of course dreamed of owning my own Tormach 1100, but not only am I not rich, I tend to be pretty cheap. So when I stumbled across the PM-940-CNC-VS (from here on out will call it the PM-940) I suddenly felt like I could actually own my own machine… That was in Januaryish of 2017 and the mill was in my garage setup and running by February…
Loaded on the trailer.
Wanted to put it in the truck as it would have been a smoother ride, but no way to get it out of something that high at home.
Didn't take any pics of unloading it. I had 3 buddies waiting for me when I got home and we made it happen in about 30min. It's current home:
Inside the cabinet:
I got a clamp set and a vise with the mill (forgot to take pics), turns out that the vice I ordered was out of stock, so they upgraded me for free BOO YA!
I do have to say, Precision Mathews has been an absolutely awesome vendor to work with. Questions answered extremely fast, all my pesky little OCD questions answered (like 20 emails worth)! I HIGHLY SUGGEST them. Keep in mind that I have had this mill for over a year before I even considered starting this thread and I still say that. The mill was completely functional out of the box, all upgrades that I’ve made or are making are because I’m serious tinkerer and I have a passion for precision/accuracy.
Anway, this thread will follow my adventures of upgrading this machine to hopefully be a bad-mamba-jamba that can keep up with a Tormach 1100, but for less money and with me learning a great deal more about CNC!
Here are two similar (like SUPER similar) threads that I follow, and that have inspired me:
cut2cut:
https://www.hobby-machinist.com/threads/my-pm-940-cnc-modifications.57976/
pburgh:
https://www.hobby-machinist.com/thr...ontroller-conversion-to-centroid-acorn.65196/
More to come!
PZ
Thread Index:
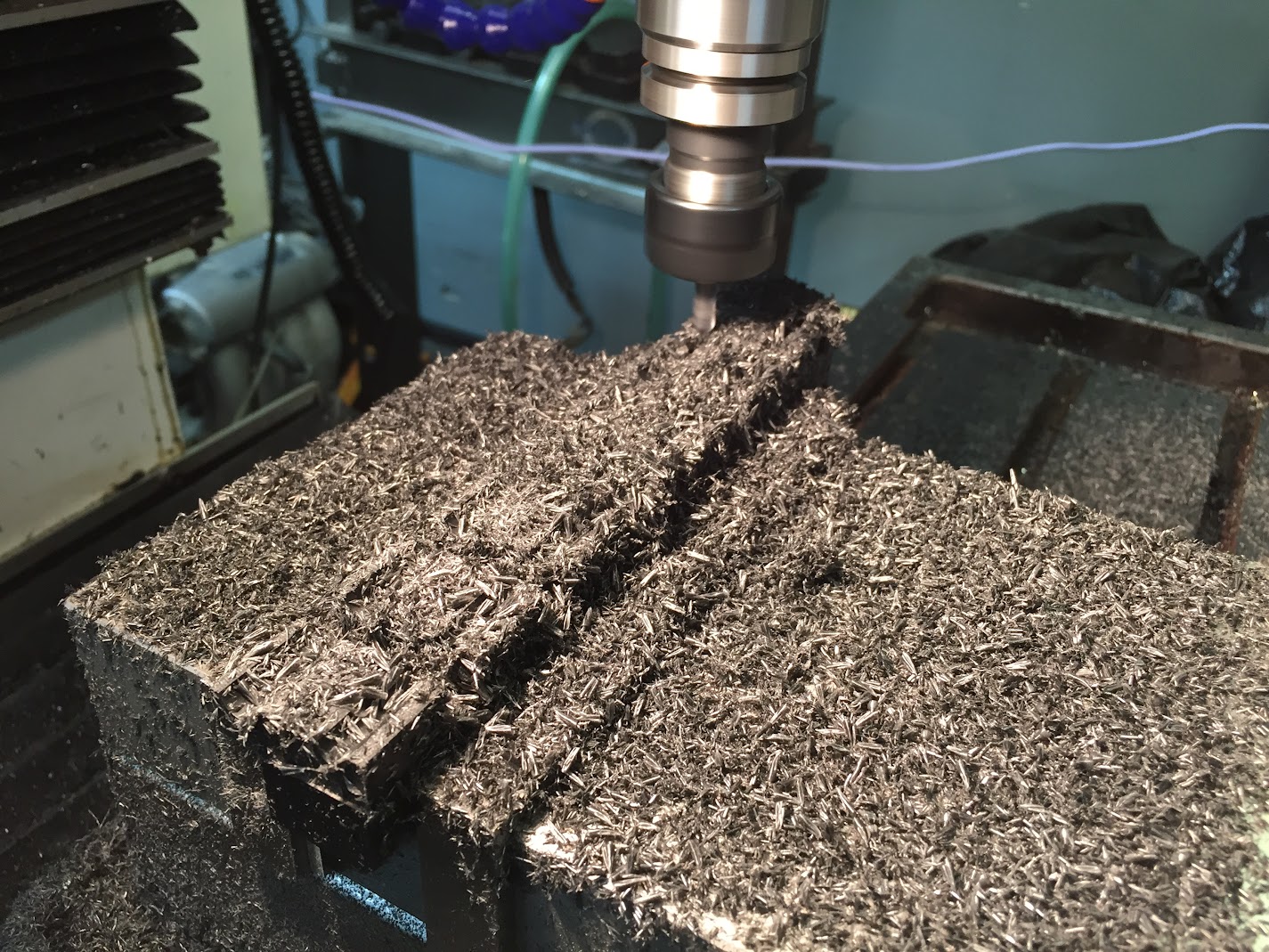
- First Chips - PG 1
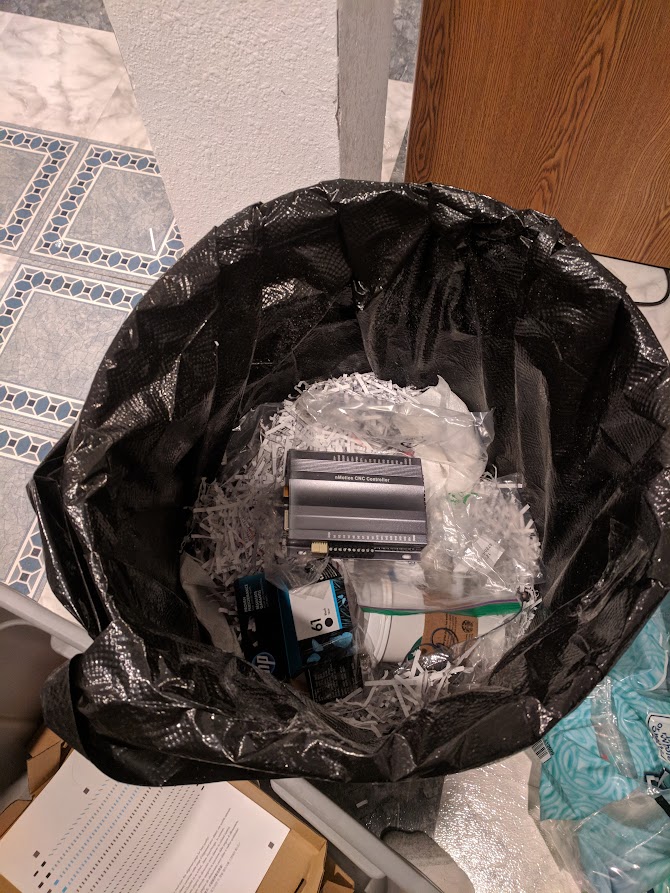
- Ditching the nMotion
- Acorn Upgrade
- NC vs NO E-stop
- First chips with Acorn
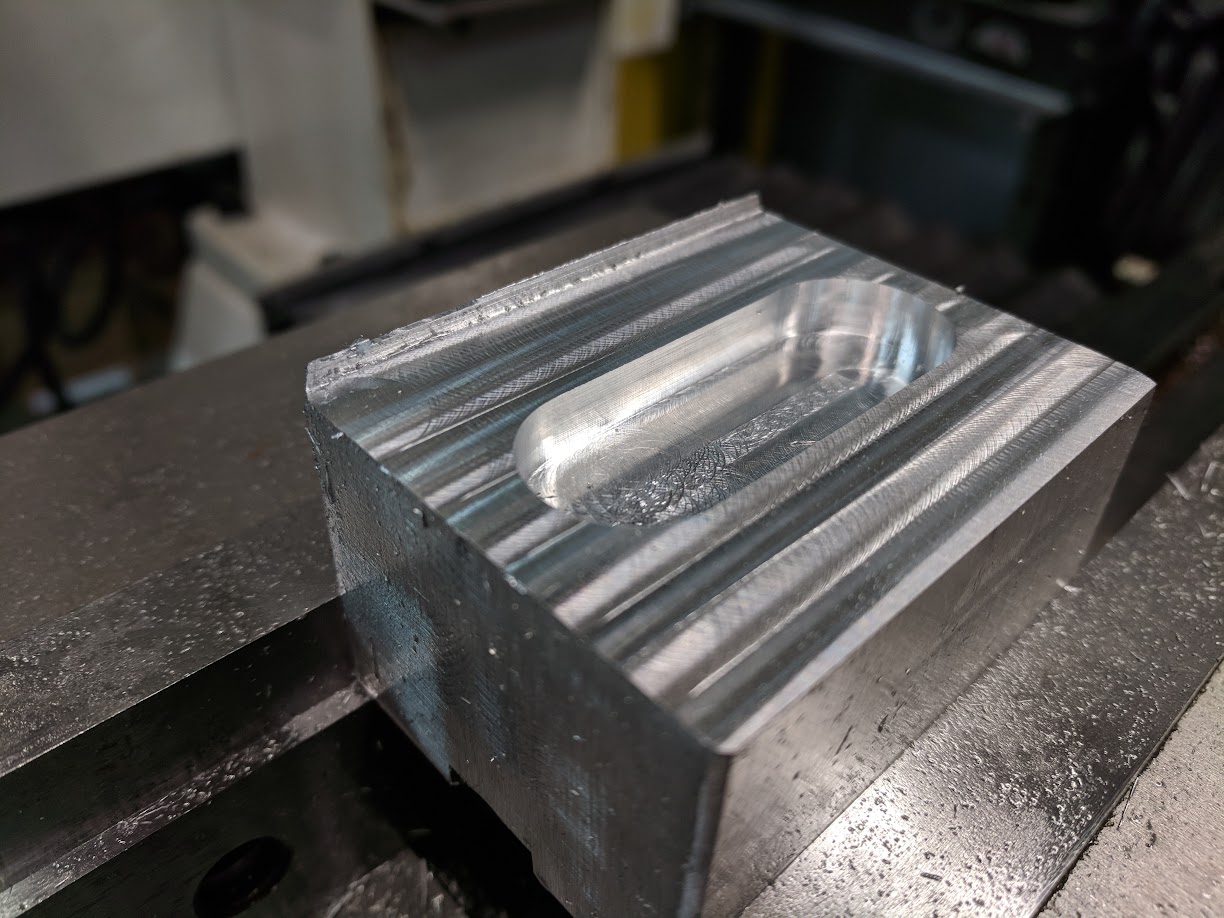
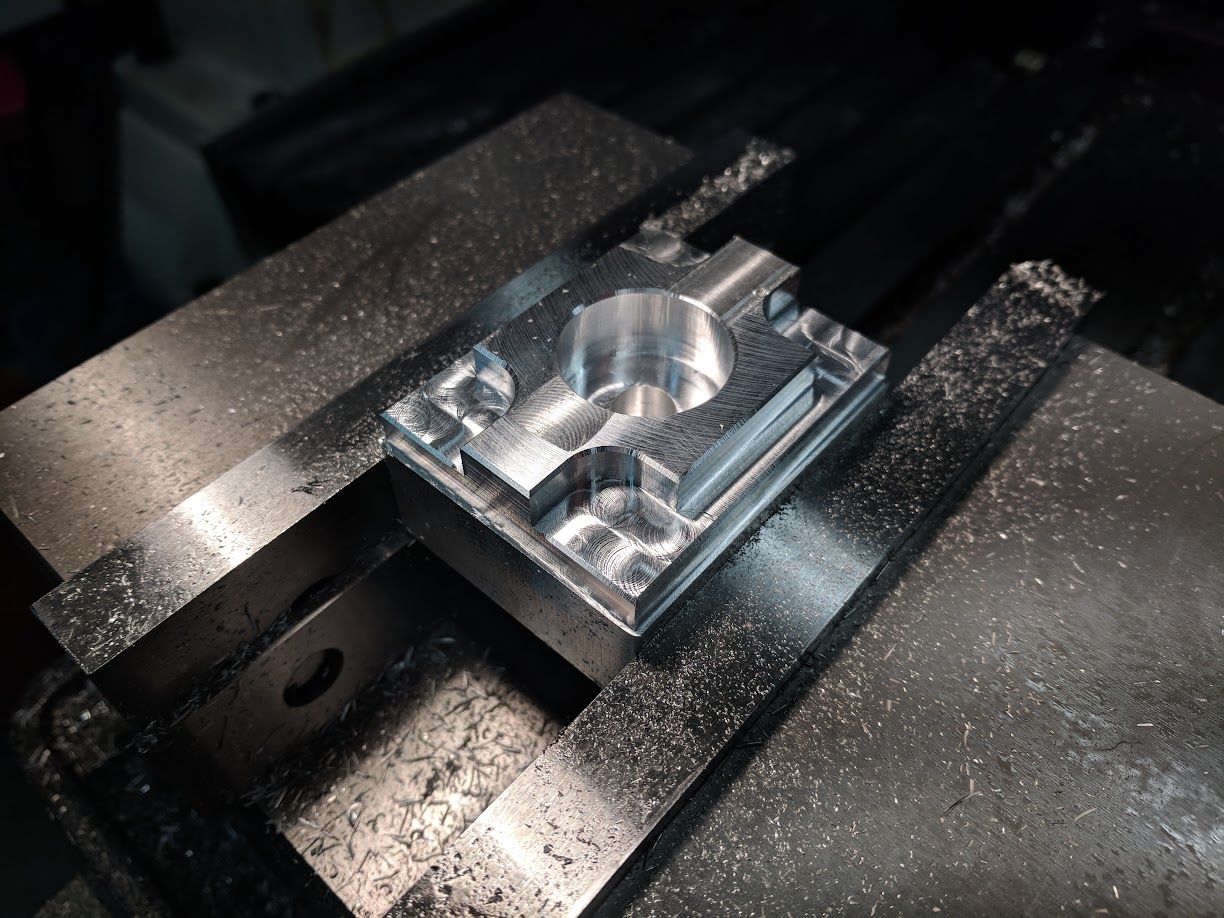
- First metal chips
- Removing Z manual crank and gears
- Mist coolant
- Aluminum fixture plate
- First steel part
Last edited: