

- Joined
- Nov 21, 2015
- Messages
- 226
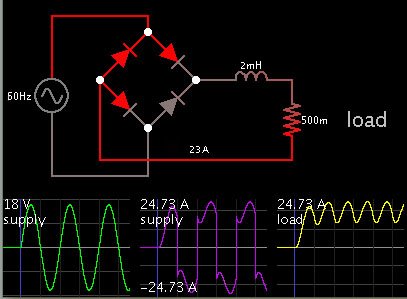
This probably (maybe) is a wee bit off-topic for machining, however, it does cover basic electronics, and might help others when needing to do similar things. I want to get into TIG welding for giggles (already stick, gas, and MIG weld), but I also don't want to drop a load of cash (just yet). So, I am building a rectifier with filter to plug into my trusty old Lincoln tombstone 225 AC welder and turn it into a scratch-start TIG machine. Here is the schematic for it:

It is a basic full bridge rectifier, with 2 capacitors and a choke to smooth out the DC waveform. Will use at least 1, possibly 2 muffin pan cooling fans to keep the old girl comfy. Also, I will not be running this at "full throttle". Will probably never go over 150 amps on the input.
Input and comments are welcome, as I haven't started this yet.
It is a basic full bridge rectifier, with 2 capacitors and a choke to smooth out the DC waveform. Will use at least 1, possibly 2 muffin pan cooling fans to keep the old girl comfy. Also, I will not be running this at "full throttle". Will probably never go over 150 amps on the input.
Input and comments are welcome, as I haven't started this yet.
Last edited:

")