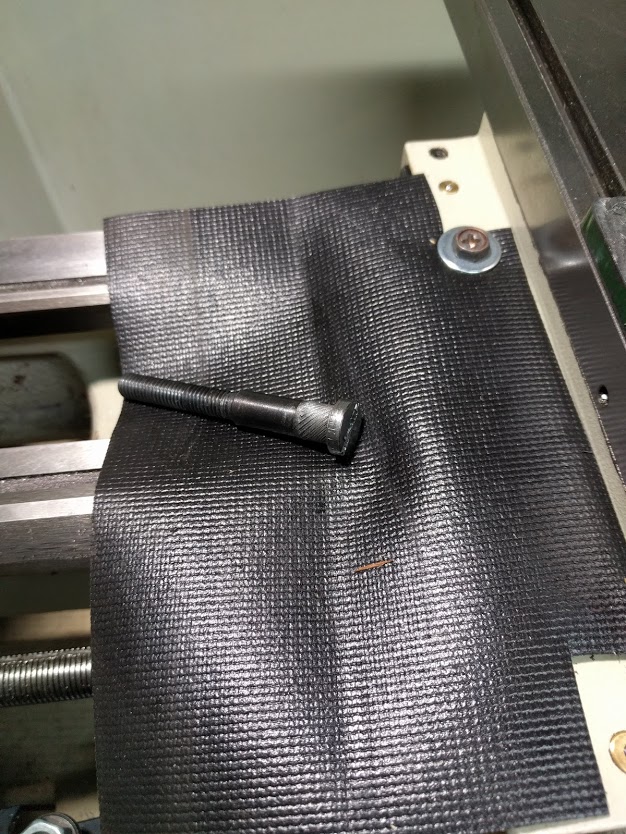
I have a AXA QCTP that I purchased from Little Machine Shop but I can't seem to tighten it down well. The reason why I can't tighten is because the tool post stud that came with the lathe (LMS supplies an adapter sleeve that threads into this stud) doesn't seem to have a locating pin nor splines nor any other kind of a stop https://www.grizzly.com/parts/Grizzly-TOOL-POST-STUD/P4000908 so as I tighten the QCTP nut down it starts to spin the whole stud. Upon doing research it seems the older versions of the 9x20s came with the bottom of the stud splined. Not anymore

To fix this I'm thinking of cutting a flat slot across the bottom of the toolpost stud and a matching slot on the compound body underneath then welding a section of a drill bit into the slot on the stud to sort of make a T. That will prevent the stud from turning once the drill bit section finds the matching slot in the compound body. Never welded a hardened drill bit before but should weld like any other steel with mig?

Another idea was expoxying (JBweld) an allen head bolt to the top of the adapter sleeve (it's hollow at the top) which threads into the stud. This way I can hold it in place with an allen key while tightening the nut down.
LMS suggested knurling the bottom of the stud (sorta like splining it) but not sure if that will help since it's not a tight press fit.
Any ideas/suggestions?