Just started to have fun with my new to me lathe and noticed that my carriage feed rate is really fast. Is there any way of slowing it down? Can I use gears for other lathes to change the speed?
How fast is "really fast"? With a qcgb, there should be feeds that are slow, maybe the end gears are in a coarse feed range, or perhaps a lever in a fast range position?
Get used to it! machining is speeds and feeds, depth of cut, and how a tool is ground for roughing and/ or finishing; tiny feeds do not necessarily lead to nice finishes. Having said that, it may be possible to substitute other change gears into the end train to reduce the feeds to finer amounts. Not being a Atlas/Crapsman devotee, I have no first hand knowledge as to how this may be done, but it is possible with most industrial lathes.
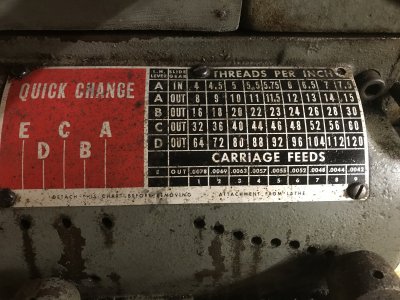
Judging from the pic, try dropping the LH lever up into the E-hole and leave the RH lever in the 9-position. That should give you a feed rate of 0.0042 inches per minute. See that row on the bottom labelled "carriage feeds" ...
Assuming you have the stock gear train installed, with nothing having been substituted, E-9 should get you to 0.0042 ipr, E-8 will go slightly faster at 0.0044 ipr and so on. So, E-9 will give you the slowest feed and E-1 is the fastest.
If you must have it even slower than .0042, you can get it down to one/half of that, or .0021 inches per revolution. But to do so you have to give up 4 through 15 TPI while it is set up that way. Instructions for doing this with either an added 20T or an added 24T gear and an added spacer are in the thread "12" Commercial Reduction Gearing" which at the moment is right below this one. You use basically the same trick as used for being able to cut some "close enough for anything except a lead screw" metric threads by adding another compound gear to the reduction gearing before the gearbox.
This site uses cookies to help personalise content, tailor your experience and to keep you logged in if you register.
By continuing to use this site, you are consenting to our use of cookies.