

I've spent the last 3-4 evenings trying to level and align my lathe properly, but have had some marked periodic eccentricity in the spindle, that was running out and showing significant play (lateral and axial) at the spindle nose. The lathe is a 48 years old and was auctioned off by a local college last year, but have hardly used it until the last month.
I dusted off the manual and did some research on line and decided to tighten up the spindle preload (done via nut on spindle at rear of headstock) - quick diagram and description from the lathe manual.
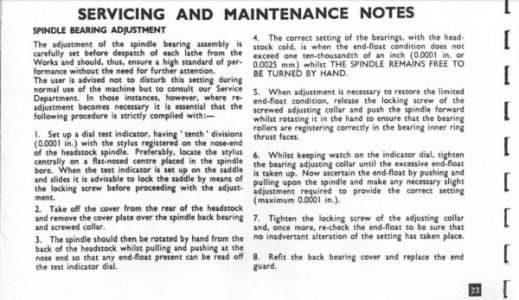
Rear spindle bearing and preload adjustment:

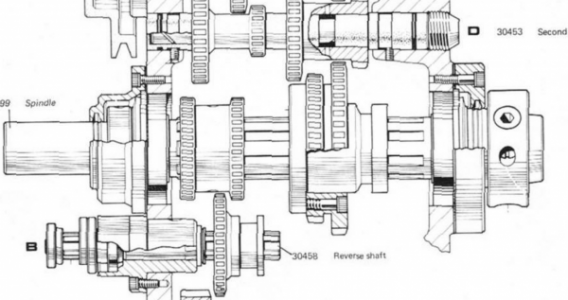
Sectional drawing of spindle from Colchester manual:
Destructions from user manual:
I only had a cheap Chinese 'fake Mitutoyo' dial indicator, which is very twitchy and gives little confidence, so I cautiously increased the preload until I was able to reduce the play and get around 2 thou periodic runout at the spindle nose. The adjustment was not smooth, in that I could turn the nut by hand to tighten, and this would make the spindle tight to turn but it loosened up again after a couple of turns of the spindle and I could then nut was loose - repeated 4-5 times before stopping.
Finishes were greatly improved, but quickly deteriorate as I work away from the headstock and at 6" the eccentricity is markedly visibly (>15 thou) . I did various checks with cam lock chucks, centres and a taper mounted collet, but these all confirmed the excessive run out.
I ordered in a 15" MT4 ground test bar and a proper 0.0001 Mitutoyu indicator, so I could properly measure and test this before making any further adjustment or investigation.
However, these have merely confirmed the errors and I had to strip back the head and have a proper look to see what's going on. On indicating both ends of the spindle I found that the error was more pronounced at the rear of the spindle and that this was the source of the eccentricity (not a bent spindle). I removed the preload nut and had a proper look - the rollers all seem to rotate correctly and looks okay externally, but looking at the inside of the bearing with an inspection camera I think I have a visible crack in the cone..... The front bearing appears ok.
There are some other marks on the cone visible in the video, but as far as I can tell these appear to be scratches.

Having said all this I have reapplied the preload and the eccentricity/run out looks a lot better. I'm also not seeing any movement or expansion of this crack, even when applying some lateral force to the spindle.
I'm just waiting for a pin hooked wrench so that I can try and properly adjust the preload down, but would be keen to hear any thoughts and advice on this.
These bearings are expensive and I'm guessing there's little point in replacing the back bearing on its own. I do have Colchester part numbers; 03-912 Front and 03-913 Rear, but can't see any sizes or equivalent Gamet part numbers.
Has anyone here pulled the spindle and replaced bearings? It looks like I can probably take the spindle shaft out of the front of the headstock, If I can only loosen remove the rear bearing, but concerned about causing any more expensive damage. I have looked around online, but no clear procedure for this.
I dusted off the manual and did some research on line and decided to tighten up the spindle preload (done via nut on spindle at rear of headstock) - quick diagram and description from the lathe manual.
Rear spindle bearing and preload adjustment:
Sectional drawing of spindle from Colchester manual:
Destructions from user manual:
I only had a cheap Chinese 'fake Mitutoyo' dial indicator, which is very twitchy and gives little confidence, so I cautiously increased the preload until I was able to reduce the play and get around 2 thou periodic runout at the spindle nose. The adjustment was not smooth, in that I could turn the nut by hand to tighten, and this would make the spindle tight to turn but it loosened up again after a couple of turns of the spindle and I could then nut was loose - repeated 4-5 times before stopping.
Finishes were greatly improved, but quickly deteriorate as I work away from the headstock and at 6" the eccentricity is markedly visibly (>15 thou) . I did various checks with cam lock chucks, centres and a taper mounted collet, but these all confirmed the excessive run out.
I ordered in a 15" MT4 ground test bar and a proper 0.0001 Mitutoyu indicator, so I could properly measure and test this before making any further adjustment or investigation.
However, these have merely confirmed the errors and I had to strip back the head and have a proper look to see what's going on. On indicating both ends of the spindle I found that the error was more pronounced at the rear of the spindle and that this was the source of the eccentricity (not a bent spindle). I removed the preload nut and had a proper look - the rollers all seem to rotate correctly and looks okay externally, but looking at the inside of the bearing with an inspection camera I think I have a visible crack in the cone..... The front bearing appears ok.
There are some other marks on the cone visible in the video, but as far as I can tell these appear to be scratches.
Having said all this I have reapplied the preload and the eccentricity/run out looks a lot better. I'm also not seeing any movement or expansion of this crack, even when applying some lateral force to the spindle.
I'm just waiting for a pin hooked wrench so that I can try and properly adjust the preload down, but would be keen to hear any thoughts and advice on this.
These bearings are expensive and I'm guessing there's little point in replacing the back bearing on its own. I do have Colchester part numbers; 03-912 Front and 03-913 Rear, but can't see any sizes or equivalent Gamet part numbers.
Has anyone here pulled the spindle and replaced bearings? It looks like I can probably take the spindle shaft out of the front of the headstock, If I can only loosen remove the rear bearing, but concerned about causing any more expensive damage. I have looked around online, but no clear procedure for this.


