- Joined
- Feb 11, 2018
- Messages
- 40
Well its not a MT5. Bought one and it's too small. Back to the drawing board.
Sent from my SM-N960F using Tapatalk
Sent from my SM-N960F using Tapatalk

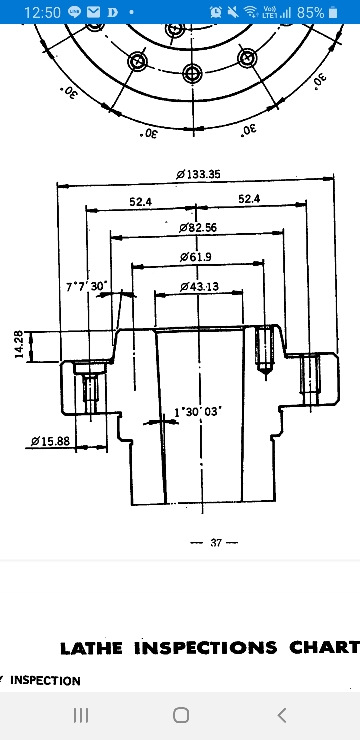
Good point, point I was just looking like 1:30 and not in degrees/minutes/seconds. Given the measurements I made it looks like it's an acute angle of approx. 0.7 degrees. Given that my measurements are approximate (best I could do with telescopic bore gauges), is your theory close.The 1/30 spec might mean 1 degree 30 seconds, maybe?
The included angle would be 3 degrees.
If that's the case, anything that gets set in there would be difficult to remove (like how well Jacobs tapers hold drill chucks)