- Joined
- Mar 26, 2018
- Messages
- 8,407
It works.I'll wear my motorcycle helmet.
I don't have a lot of confidence in these Chinesium expanding mandrels.
But, we'll move forward.
Thanks man
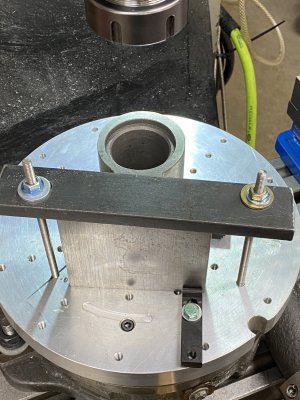
The spin index runs concentric!!
I think I'll run it around 140. If I take it easy I should be ok. Sharp HSS is the idea.
Now to do the math and work out the bushings, the oring specs etc.
This is the fun part


") …that looked cool and dangerous, hehehe
…that looked cool and dangerous, hehehe