
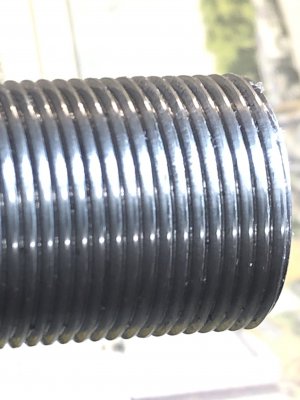
Which A.R.Warner insert are you using - TNMC or TPMC? Looks like tool chatter to me.

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Facets in my 16 TPI Threads - Need some help!
- Thread starter TX COWDOC
- Start date

Update 01.19.2021
Fresh TPMC-32 NV HSS tool bit from AR Warner.
Tool height is correct. It lines up well with the live center in the tailstock and also passes the 6" rule test.
New barrel drop from Bamban. Confirmed the compound angle to be <30 degrees.
Changed chucks to a 6-jaw (courtesy of Bamban). Used the live center this time. Double checked cross and compound gibs. Locked the compound. I cannot elicit any movement in the carriage, cross or compound by pushing / pulling.
Fed from the cross slide: 3 x 0.005; 4 x 0.003; 11 x 0.001 plus spring passes to target depth of 0.0375.
Same finish. What I notice most is how rough or course the threading is during the process. I can hear and feel with my oil brush the courseness in the finish. I could tell on the 1st 0.005" plunge that the problem was not resolved.
Also notice the jagged chips.
How much play should be in the lead screw?
Fresh TPMC-32 NV HSS tool bit from AR Warner.
Tool height is correct. It lines up well with the live center in the tailstock and also passes the 6" rule test.
New barrel drop from Bamban. Confirmed the compound angle to be <30 degrees.
Changed chucks to a 6-jaw (courtesy of Bamban). Used the live center this time. Double checked cross and compound gibs. Locked the compound. I cannot elicit any movement in the carriage, cross or compound by pushing / pulling.
Fed from the cross slide: 3 x 0.005; 4 x 0.003; 11 x 0.001 plus spring passes to target depth of 0.0375.
Same finish. What I notice most is how rough or course the threading is during the process. I can hear and feel with my oil brush the courseness in the finish. I could tell on the 1st 0.005" plunge that the problem was not resolved.
Also notice the jagged chips.
How much play should be in the lead screw?
Attachments







- Joined
- Sep 28, 2013
- Messages
- 4,306
not sure if this has been mentioned, but what are your turning finishes like? The reason I ask is sometimes insufficient preload can give those results, but that would also show up as a poor turning finish. You can test by mounting a DI or DTI to the head stock to read off the spindle flange, then without a chuck mounted, stick a broom handle in the spindle and pull up with ~50-60lb of force. Deflection on a roller bearing spindle should be <0.0005" (hopefully others with more experience of gear head lathes can chime in).
Personally I agree with the others that say to try a more forgiving material. I started with sch40 pipe, then alu, then steel. I don't think I've threaded stainless, though I have tapped a bunch.
Personally I agree with the others that say to try a more forgiving material. I started with sch40 pipe, then alu, then steel. I don't think I've threaded stainless, though I have tapped a bunch.
Turning / facing are fine. No issues.not sure if this has been mentioned, but what are your turning finishes like? The reason I ask is sometimes insufficient preload can give those results, but that would also show up as a poor turning finish. You can test by mounting a DI or DTI to the head stock to read off the spindle flange, then without a chuck mounted, stick a broom handle in the spindle and pull up with ~50-60lb of force. Deflection on a roller bearing spindle should be <0.0005" (hopefully others with more experience of gear head lathes can chime in).
Personally I agree with the others that say to try a more forgiving material. I started with sch40 pipe, then alu, then steel. I don't think I've threaded stainless, though I have tapped a bunch.
Thanks for the reply. That was how I was taught during the machining course in Trinidad this summer. Worked like a champ. If there is a better way, then please explain.....I'm listening......Setting tool height with a center or a scale are far from accurate.
- Joined
- Aug 22, 2012
- Messages
- 4,109
What about cutting a relief wide enough where you want the thread to finish so you can bump up the speed but still have sufficient runout at the end to stop safely
Or cut the thread from the chuck to the tailstock, again so the speed can be bumped right up with no chance of crashing.
Just to see if the finish gets better.
I plunge straight in at 90' on my flexi 9x20 but with a solid plinth instead of a compound and use HSS bits.
The only time I have the problems you show are on crappy hot rolled steel using the compound where I could see the tool bit flexing up and down.
Or cut the thread from the chuck to the tailstock, again so the speed can be bumped right up with no chance of crashing.
Just to see if the finish gets better.
I plunge straight in at 90' on my flexi 9x20 but with a solid plinth instead of a compound and use HSS bits.
The only time I have the problems you show are on crappy hot rolled steel using the compound where I could see the tool bit flexing up and down.
- Joined
- Sep 28, 2013
- Messages
- 4,306
how about parting?Turning / facing are fine. No issues.
I bought the lathe to build rifles. I do not intend to have a relief between the lug seat and tenon threads. I've seen a few videos of machinists (like Joe P.) threading that way. I built my 1st rifle this summer using carbide at 65 RPM. Never a problem. There is an issue here that must be addressed. Thanks for the feedback.What about cutting a relief wide enough where you want the thread to finish so you can bump up the speed but still have sufficient runout at the end to stop safely
Or cut the thread from the chuck to the tailstock, again so the speed can be bumped right up with no chance of crashing.
Just to see if the finish gets better.
I plunge straight in at 90' on my flexi 9x20 but with a solid plinth instead of a compound and use HSS bits.
The only time I have the problems you show are on crappy hot rolled steel using the compound where I could see the tool bit flexing up and down.