- Joined
- Mar 5, 2023
- Messages
- 65

A well balanced bench grinder is good, I have an 8” Craftsman. The 2” x 72” belt grinder with ceramic belts is the most used tool I have. I used a motor and control board from a tread mill to power it. It will run 7k SFPM but I generally only run it around 4500-5000.About Rabbit holes! This site can spend your $ faster than a slot machine.
HSS tooling works just fine and you can resharpen it many times. But (rabbit hole warning) You really do need to have a smooth running 6 or 8" bench grinder. You might be a lot happier with your insert tools if you buy inserts made for aluminum. They are freer cutting even in steel but don't last as long as the ones made for steel. As for honing HSS, I have several "grits" of diamond "stones" that I like. Maybe not as fine a finish as natural or synthetic stones but they cut faster and stay flat. Above all, Have fun, be safe.
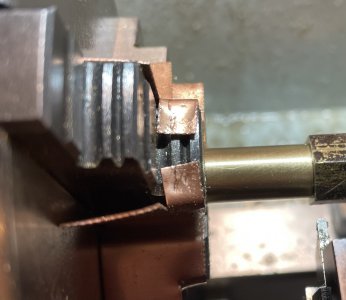
Nice work! And I see your messin' with the parting tool. Did you get your facing tool/geometry figured out?
Congrats on your first project completion. That is a milestone and one that I would be proud to have.
Good Job!
Great jobHere's one more pic showing the scribe tip storage inside:
The cap doesn't look too tall to me...it seems proportional to the knurled part so they balance each other to my eye. Nicely done!I know that the cap looks a little tall, but for now, it fits and I’m happy. First project complete.
Thanks!!The cap doesn't look too tall to me...it seems proportional to the knurled part so they balance each other to my eye. Nicely done!