- Joined
- Mar 26, 2018
- Messages
- 8,397
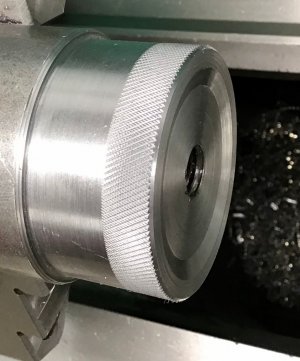
I had no idea what I was doing, it came out OK.
I'm making two locking nuts for a sheet metal brake I've been working on, and off.
This was fun.
I need a scissor type knurling accessory though, I don't like this bump style.
Threads are 1/2 X 13
I'm making two locking nuts for a sheet metal brake I've been working on, and off.
This was fun.
I need a scissor type knurling accessory though, I don't like this bump style.
Threads are 1/2 X 13