

- Joined
- Jun 12, 2018
- Messages
- 712
Ok, guys. My mill arrived yesterday.
You think my vise is a bit big for my mill? It's a 5"

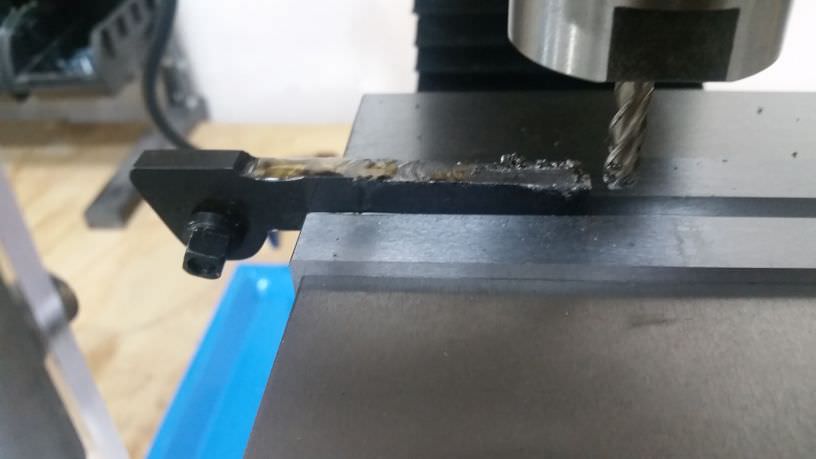
I have a cut off tool that will not fit in my quick change tool post holder. It's about .011 too big. I figure it'd be a good project to shave off .006 off each side.
So, I "zeroed" the Z axes by touching the tool with a 3/8" 4 flute HSS end mill, zeroed the graduated collar, backed off a few thou, went off to the right side of the tool, went down .006 below the zero, then started milling.
As I pushed the X axis into the tool, it became harder and harder to push in. I pushed it slow going in, then I noticed that Z axis was going up and the tool isn't being flattened. Like the end mill was being "wedged" into the tool, instead of it cutting the tool flush.

You think my vise is a bit big for my mill? It's a 5"
I have a cut off tool that will not fit in my quick change tool post holder. It's about .011 too big. I figure it'd be a good project to shave off .006 off each side.
So, I "zeroed" the Z axes by touching the tool with a 3/8" 4 flute HSS end mill, zeroed the graduated collar, backed off a few thou, went off to the right side of the tool, went down .006 below the zero, then started milling.
As I pushed the X axis into the tool, it became harder and harder to push in. I pushed it slow going in, then I noticed that Z axis was going up and the tool isn't being flattened. Like the end mill was being "wedged" into the tool, instead of it cutting the tool flush.
Last edited: