I'd like to use my BS-0 dividing head and PM-30MV mill to cut a slot in a piece of 1/4" thick aluminum. It's the front piece in this drawing (dimensions are actually not that critical and odd because designed in mm but drawn with in.; slot width not dimensioned but 3/8" endmill will work well):

I have seen this thread, and I think that's basically where I'm headed but I appreciate any guidance.
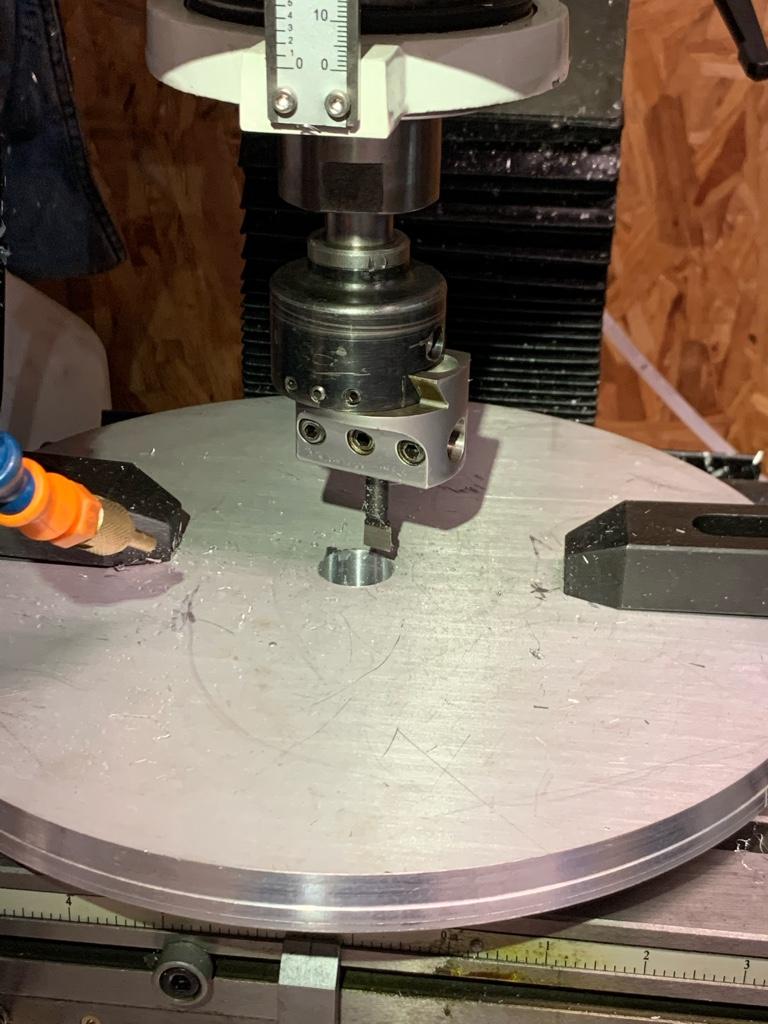
I have a large round plate (5/8" thick x ~11" diameter) that I figured I would bore the approximate center of and press in a short shaft to hold in the 3-jaw on the BS-0. Then I can mount the work piece on that plate (I guess with clamping screws on the straight sides. I'm considering tapping the center of the shaft in the tooling plate 1/4-20 so that I could clamp with that too, but it'd be nice to leave the center open to indicate off the hole in the workpiece. I suppose I'd like a nice way of centering something on the tooling plate, even if that means a short stepped shaft with one side that fits a recess on the tooling plate (the same recess I'd indicate on to align the spindle with the rotary table) and another side that fits a feature in whatever part I'm working on (here, the 0.315" hole).
Thanks,
Jason
I have seen this thread, and I think that's basically where I'm headed but I appreciate any guidance.
I have a large round plate (5/8" thick x ~11" diameter) that I figured I would bore the approximate center of and press in a short shaft to hold in the 3-jaw on the BS-0. Then I can mount the work piece on that plate (I guess with clamping screws on the straight sides. I'm considering tapping the center of the shaft in the tooling plate 1/4-20 so that I could clamp with that too, but it'd be nice to leave the center open to indicate off the hole in the workpiece. I suppose I'd like a nice way of centering something on the tooling plate, even if that means a short stepped shaft with one side that fits a recess on the tooling plate (the same recess I'd indicate on to align the spindle with the rotary table) and another side that fits a feature in whatever part I'm working on (here, the 0.315" hole).
Thanks,
Jason
")