- Joined
- Jun 26, 2018
- Messages
- 1,733
I was going to post this under Grizzly, but there are so many clones, others have dealt with this hurdle.
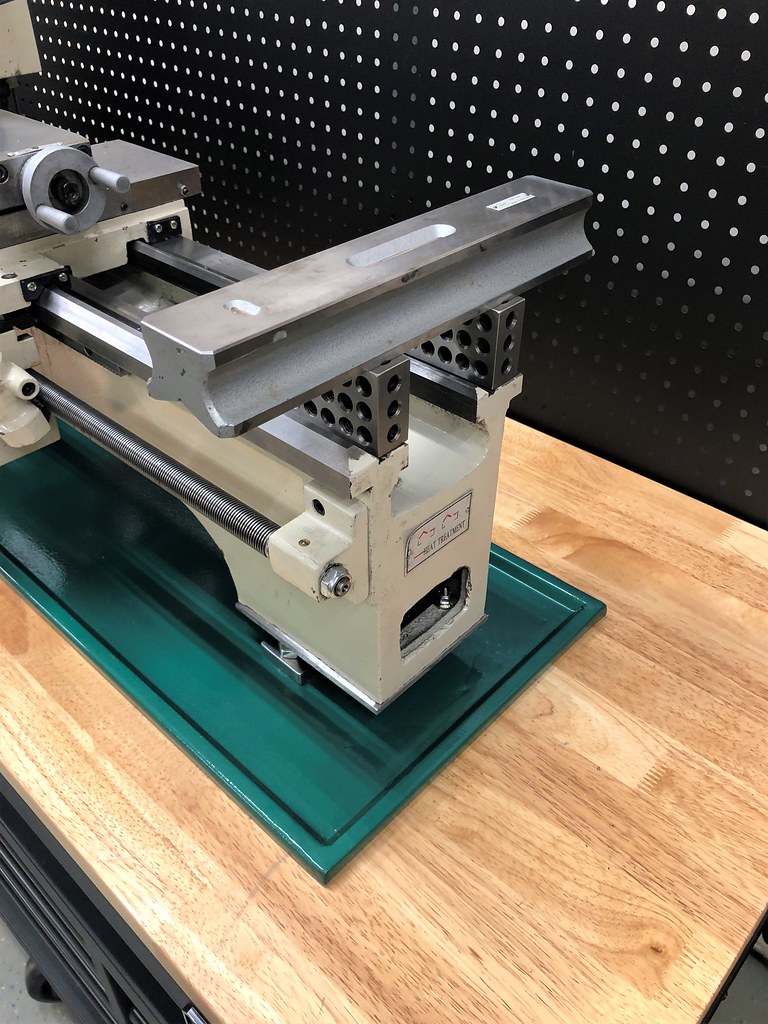
So my table i have my lathe to is substantial, I believe it holds 2k lbs...2 inch butcherblock, heavy steel legs that are braced. I have the table level with a machinist level and the top surface is true/smooth.
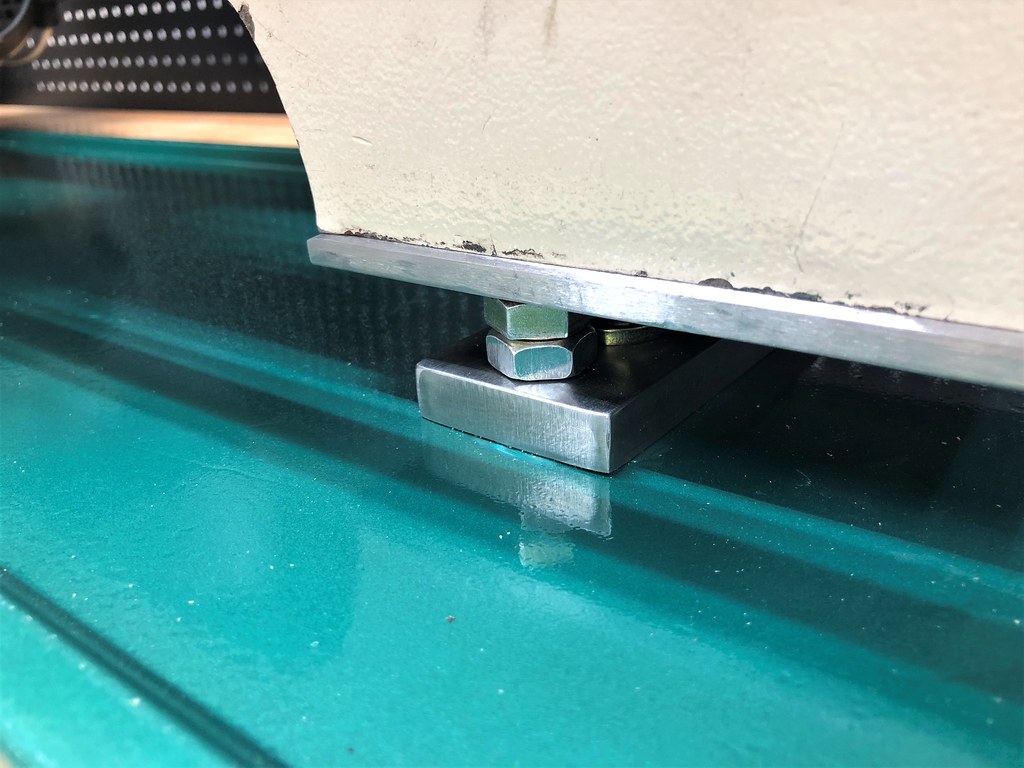
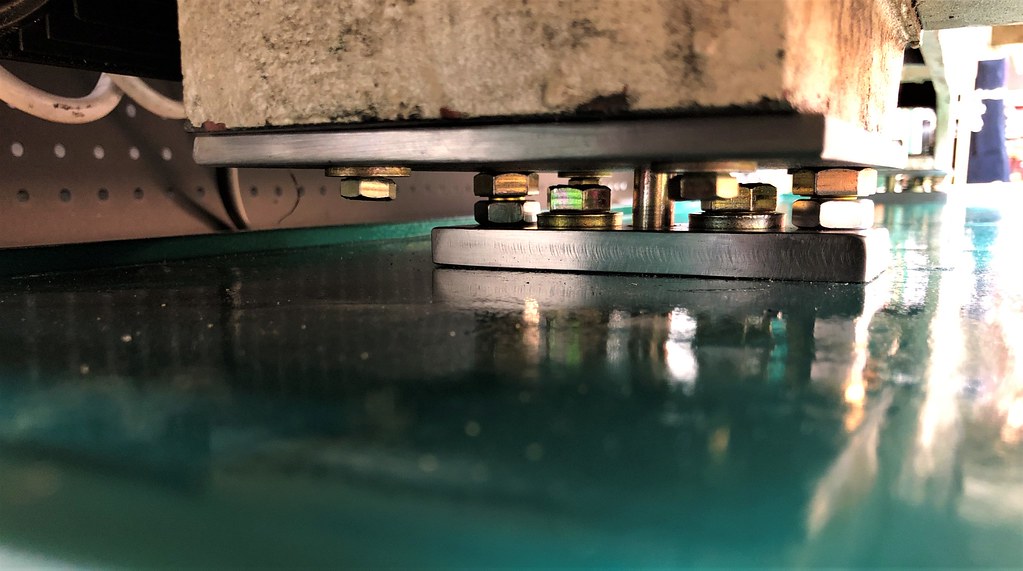
The lathe (Griz G0602) is bolted down via 2 mounting bolts at either end of lathe, running under direct center of lathe. They are just lightly tighten, no more. !!!!¡¡¡¡When cutting the rest shape (barbell) out of 6061, the tailstock end is +.004 bigger than spindle end.¡¡¡¡¡!!!! I believe that means the fix is lifting tailstock side/front. *I did level the lathe with machinist level as well* There really isn't a way to do this, again there is only one mounting point and it is under the centerline. Also, this is not being cut with any assistance of the tailstock....this is chucked only.
From the factory, the readings are;
Parallelism of tailstock to longitude motion in
Vertical plane .026
Horizontal plane .028
Spindle can action .018
Spindle nose run out .0175
Spindle taper run out at
Nose test bar .018
End test bar .0285
Parallelism of spindle centerline to longitude motion of carriage
In vertical plane .0485
In horizontal plane .027
Difference in center height between headstock and tailstock .058
I assume these are metric readings, and they are more, but n case there were follow up questions...
So my table i have my lathe to is substantial, I believe it holds 2k lbs...2 inch butcherblock, heavy steel legs that are braced. I have the table level with a machinist level and the top surface is true/smooth.
The lathe (Griz G0602) is bolted down via 2 mounting bolts at either end of lathe, running under direct center of lathe. They are just lightly tighten, no more. !!!!¡¡¡¡When cutting the rest shape (barbell) out of 6061, the tailstock end is +.004 bigger than spindle end.¡¡¡¡¡!!!! I believe that means the fix is lifting tailstock side/front. *I did level the lathe with machinist level as well* There really isn't a way to do this, again there is only one mounting point and it is under the centerline. Also, this is not being cut with any assistance of the tailstock....this is chucked only.
From the factory, the readings are;
Parallelism of tailstock to longitude motion in
Vertical plane .026
Horizontal plane .028
Spindle can action .018
Spindle nose run out .0175
Spindle taper run out at
Nose test bar .018
End test bar .0285
Parallelism of spindle centerline to longitude motion of carriage
In vertical plane .0485
In horizontal plane .027
Difference in center height between headstock and tailstock .058
I assume these are metric readings, and they are more, but n case there were follow up questions...