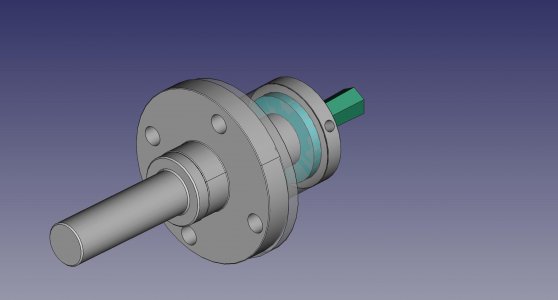
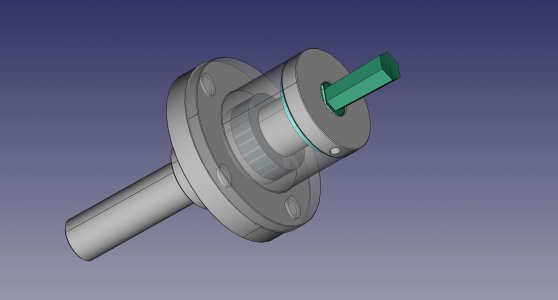
Two more pictures! If anyone wants to view the design in any format i can export (see Std Export here:
https://wiki.freecadweb.org/Import_Export) let me know, and I'll post that too! Just be kind, its only my 2nd time doing CAD.
I never put in the 'calibration' mechanism, as you guys never seemed interested in it I can put those in somewhat easily (it complexifies making the backing plate a bit...). I'm somewhat convinced 'tapping' it in should be easy enough.
I have 2 more TODO's on this diagram:
1- I want to make the bolts come in from 'behind', it gives more room for the heads, as well as makes the math for the backing-plate less critical.
2- Wrench-flats for the backing plate.
I think the next step I want to do is order bearings to measure them and make sure of my dimensions.
Also, out of the 4 of us (
1- ErichKeane
2- GunsOfNavarone
3- ttabbal
4- T Bredehoft)
We have to decide who is going to do which part. Basically, you buy the materials and make your part, ship them to someone who assembles and ships. Let me know what part you want to do, and we can sign up for them. I can modify the design/some details based on equipment if you'd like.
1: Backing Plate : has an internal 3/8-24" thread, plus a 1 degree angle on the front, plus some corresponding holes. Requires about a 2.5" round of steel, each part is ~3/4" long.
2: Main Body: About 2 1/8" in diameter, less than 1 1/2" long. There are two precise internal pockets from opposite sides, the dimensions of which are somewhat reasonably meaningful, plus some tapped 1/4-28 (or 1/4-20, not sure it matters).
3: Spindle: 1-1/2" diameter 1-1/2" long. Requires a somewhat precise 3/4" deep, 1/2" flat-bottomed hole, plus 1 fairly precise OD. Otherwise not too bad.
4: Grinding of tool bits. 1.750" long HSS, requires a pretty accurate grinding setup, probably a surface grinder.
As far as overall cost, there is the above materials + shipping them to me, plus:
Total cost of other parts should be cheap, I kept us to a #10 set screw, a thrust bearing ($8 for 6!), a sealed roller bearing ($9/10), a snap ring (2.35/10 + mcmaster shipping
https://www.mcmaster.com/98585A109/ if someone can find an amazon link
")
), and 4 1/4-20 or 1/4-28 bolts.
Additionally, I think we should all just decide to order our own shanks. It looks like they are available for ~$10 each, even 1/2" arbors are available at all-industrial, as well as MT 1, 2,3, and 4 AND R8!
We distribute top-quality industrial tools and machine shop supplies at the best prices. View our collection of CNC machinist supplies and tooling packages.

allindustrial.com
We distribute top-quality industrial tools and machine shop supplies at the best prices. View our collection of CNC machinist supplies and tooling packages.
allindustrial.com
Total non-materials/shipping out of pocket:
set screw: $.50 (Guessed!)
Thrust bearing: $2 ($8 for more than we need)
Roller bearing: $2.25 ($9 for more than we need)
Snap Ring: $1 (2.35 + mcmaster shipping for more than we need)
4 bolts: $2 (another guess).
Arbor: $10
===========
$17.75.
$7.75 of which I will pre-order, so that plus whatever a flat-rate box will cost is your amount you'll eventually owe to me when we're done.