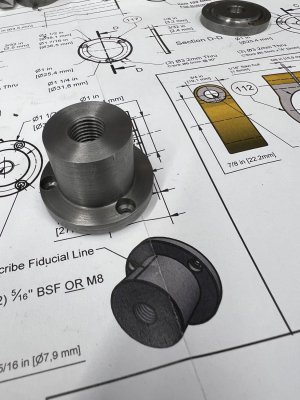
Did a little work during lunch. the provided piece of aluminum for the felt covers (Dust covers) was smaller than I like working with so I cut the smallest diameter bar I had and faced, flipped, and then faced, turned to size, and drilled to 7/8". Bored it to 1" and then mounted it to my mill vice to drill the M3 through holes. I then chucked it back, dialed it in, and bored the felt pocket, and parted off with a honed blade.
Turned out. OK.
A little fine grit paper and I will de-burr it, lay it flat, and polish the exposed side.
Knowing I have a mess of ball handles to make, I ordered and received the. Hemingway Kits Spherical Turning Tool. Started work on it this week, and here is where I am at. I made a small mistake moving to the head and dovetails. The Body uses M5 tapped holes to mount the side arm for mounting in the QCTP, and then an M5 hole at the top for oiling. I was in. a groove, and drilled the head for M5 instead of M4 as I should have. I am going to roll with it.It looks fine to me, even though the counterbores pass beyond the edge of the part. Functionally, all is well. Looks like mine will be a one of one!
Well I screwed up and busted the head, so I am going to need to re-make the head and dovetails. Will remember to do it all in M4 cap head size this time.
Decided to so some ball handles now that I finished with my ball turning tool from Hemmindway. Started with the 3/4" side so I can hold them in the collet chuck when I. do the smaller size. Will be leaving about a 1/8". ring as I rough out the thinner part of the handle (The 1/8th inches will remain in the collet) and get the 1/2" balls next.Then I will mount the large ball in the collet, and bring in an aluminum cup and live center to finish and taper the handle portion. Here's some pics of where I am at today.
This site uses cookies to help personalise content, tailor your experience and to keep you logged in if you register.
By continuing to use this site, you are consenting to our use of cookies.