- Joined
- Mar 25, 2013
- Messages
- 4,614
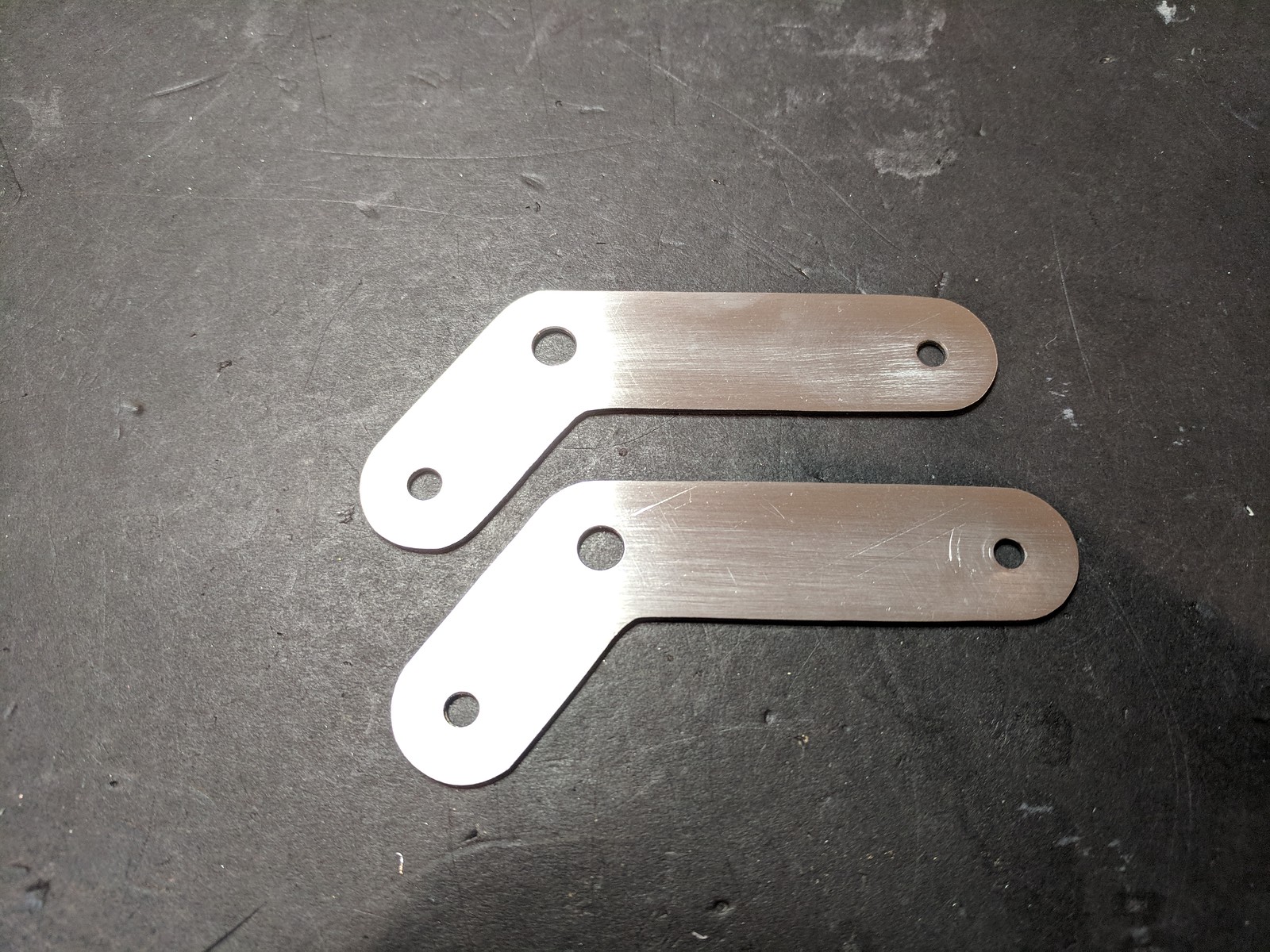
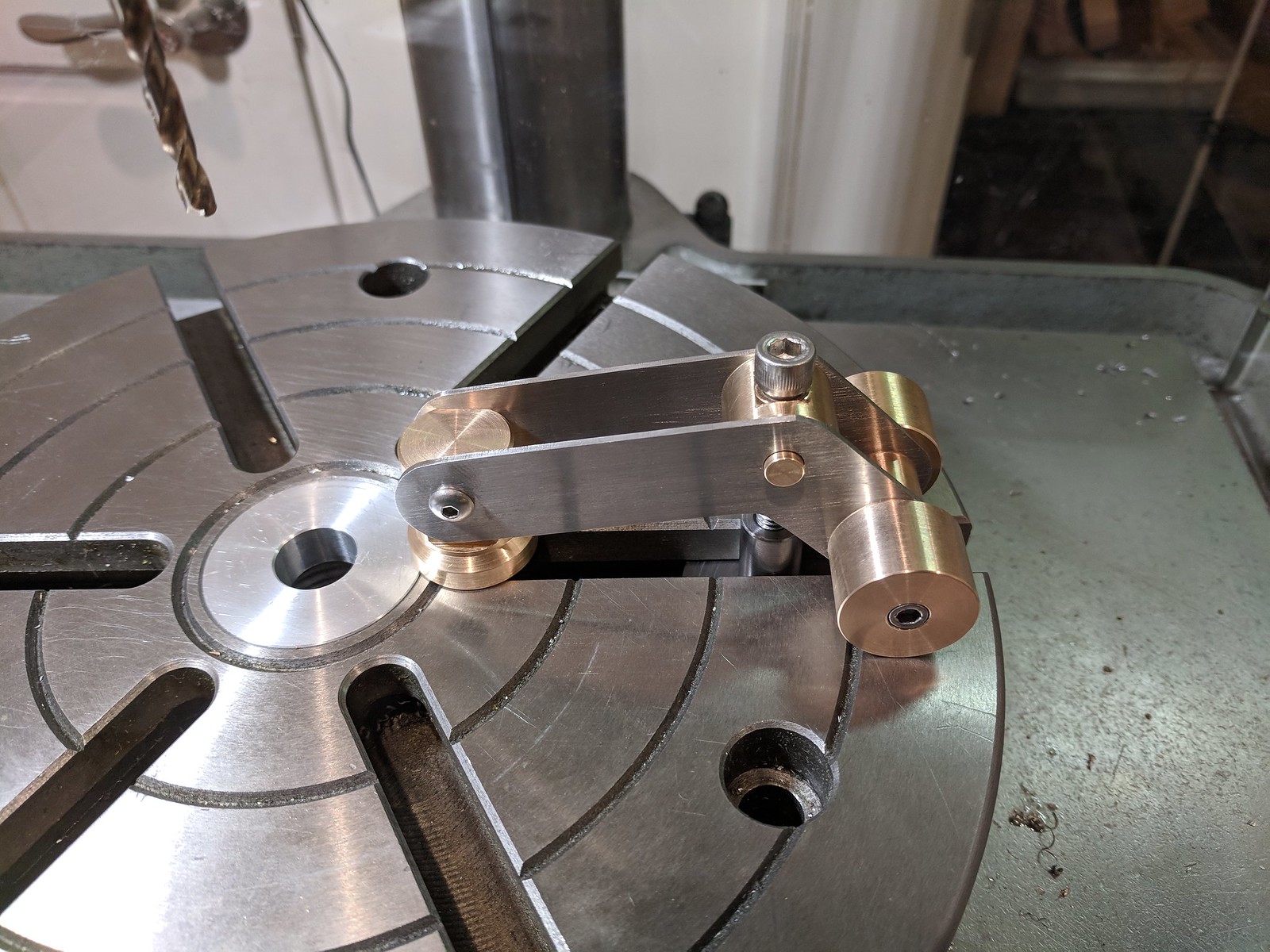
I decided I need a hold down to fit in the T-slots of my drill press table (if you have seen my faceplate in my Clausing thread you know what I mean.) I have been fascinated by the construction of Kant Twist clamps. They use stamped out sheets and spacers to create a rigid 3-D structure. I got thinking..."ya know I have this old stainless steel grill...and I have some home made 85,5,5,5 brass....

Robert
Robert
Last edited: