

I’d like to cut a few spur gears on my VN16 mill, which takes “C” collets. Also, I have inexpensive Chinese gear cutters with a 22mm bore - just slightly too small to fit on a real 7/8 arbor. I’m not about to turn down my VN brand arbor to fit import tooling, so I drew a new one up I’d like to turn on the lathe.
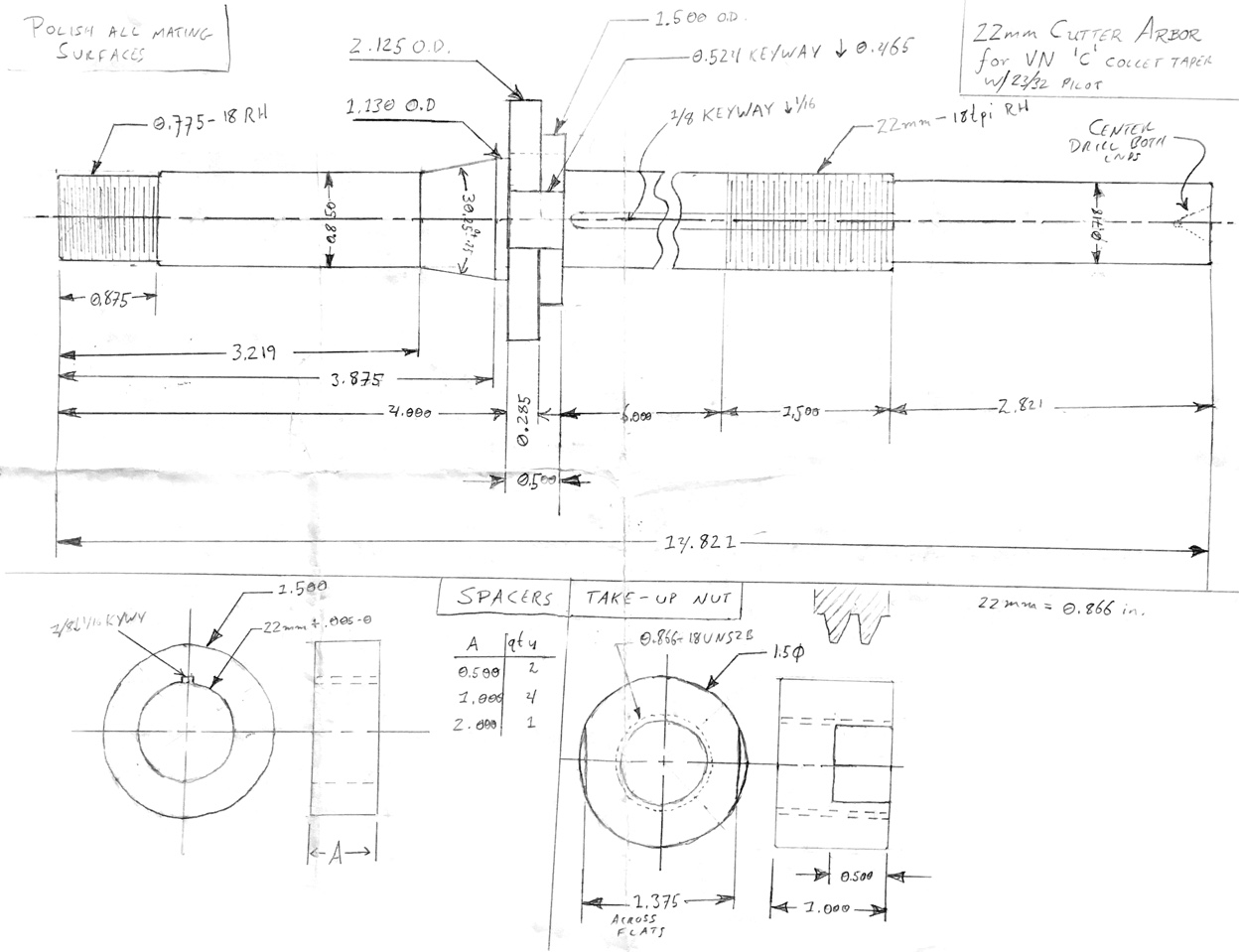
I’m looking to turn this between centers, and make it out of mild steel. Does this plan have any glaring issues? I’m slightly concerned about the stiffness of the material, but I’m also not looking to buy a big chunk of high-carbon steel for this.
Sent from my iPhone using Tapatalk
I’m looking to turn this between centers, and make it out of mild steel. Does this plan have any glaring issues? I’m slightly concerned about the stiffness of the material, but I’m also not looking to buy a big chunk of high-carbon steel for this.
Sent from my iPhone using Tapatalk