- Joined
- Oct 17, 2018
- Messages
- 922
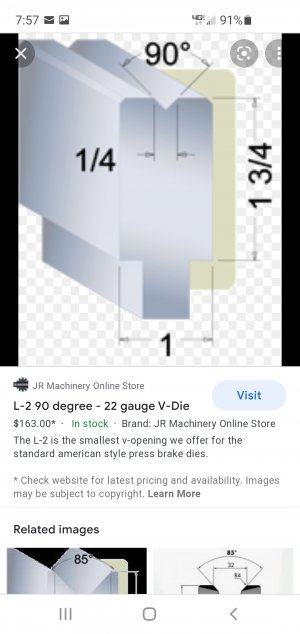
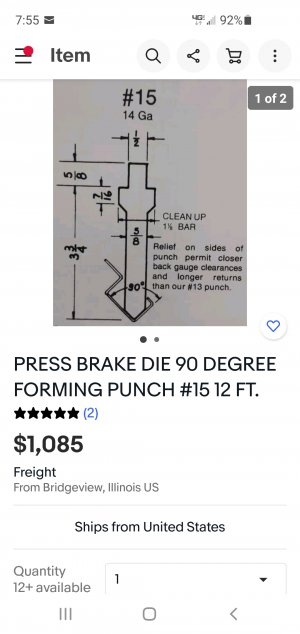
How does one go about getting sharp, crisp corners on simple sheet metal bends? I have some magnetic jaws I use on my vise and a sheet metal bending tool I got at a big box store. They all have larger bend radii than I'd like. I've bent 18 gauge and smaller.