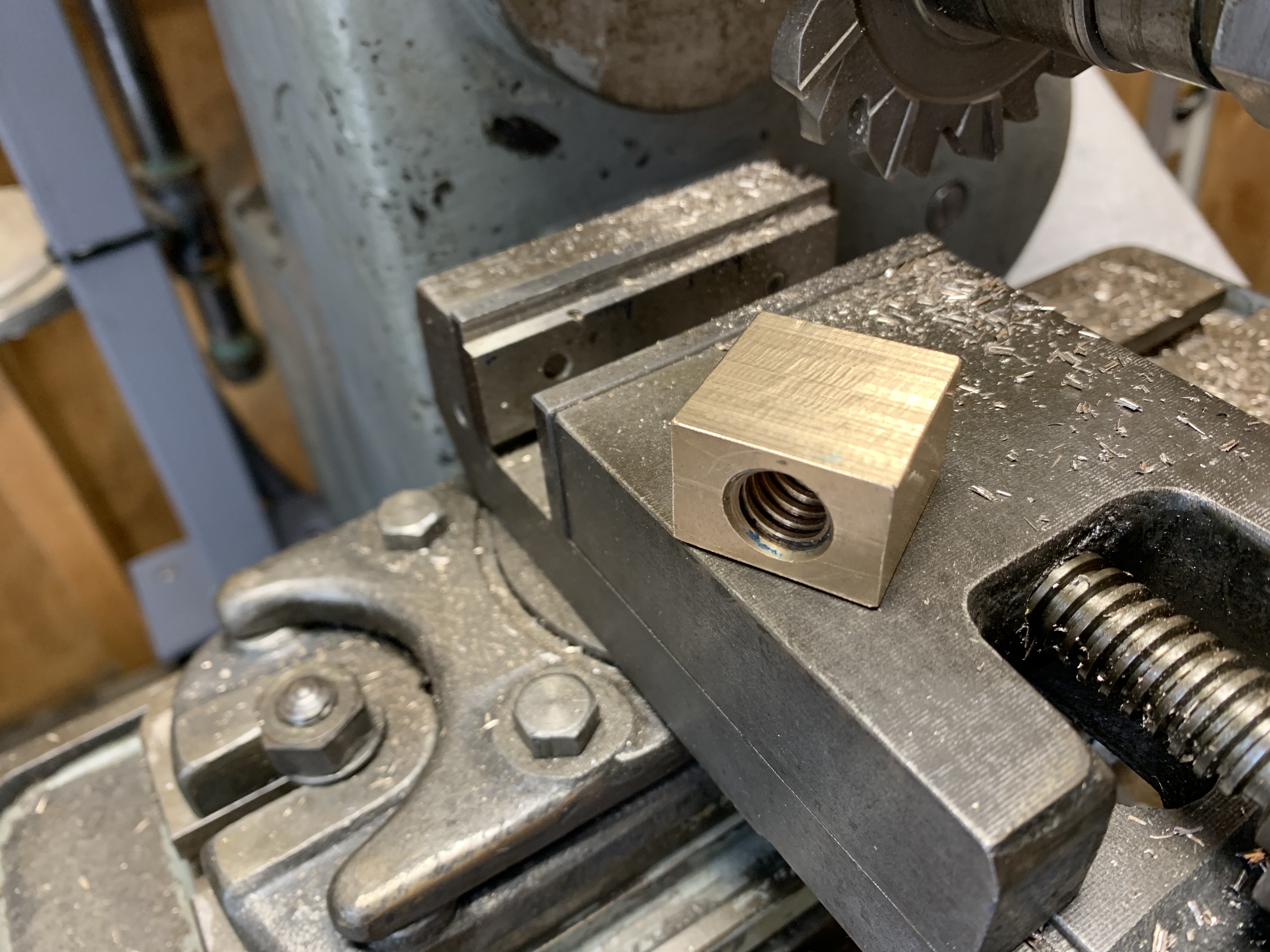
Finished the lead screw nut for the long axis of the table. I didn't spend a lot of time checking dimensions. The vise isn't trammed and there's literally nothing I trust about the mill. Also, I was in too big a hurry and didn't even check to see how far out it might be. Not all the dimensions are critical but keeping the lead screw parallel to the table is important. Unfortunately, there is about 0.008 variation from one end of the nut to the other. In this case, I may be able to get away with some shims. A proper machinist would be to fix the problem and correct the part. But I don't know how to fix the problem without buying another vise. And maybe there's still other problems that I can't see until the vise is fixed...
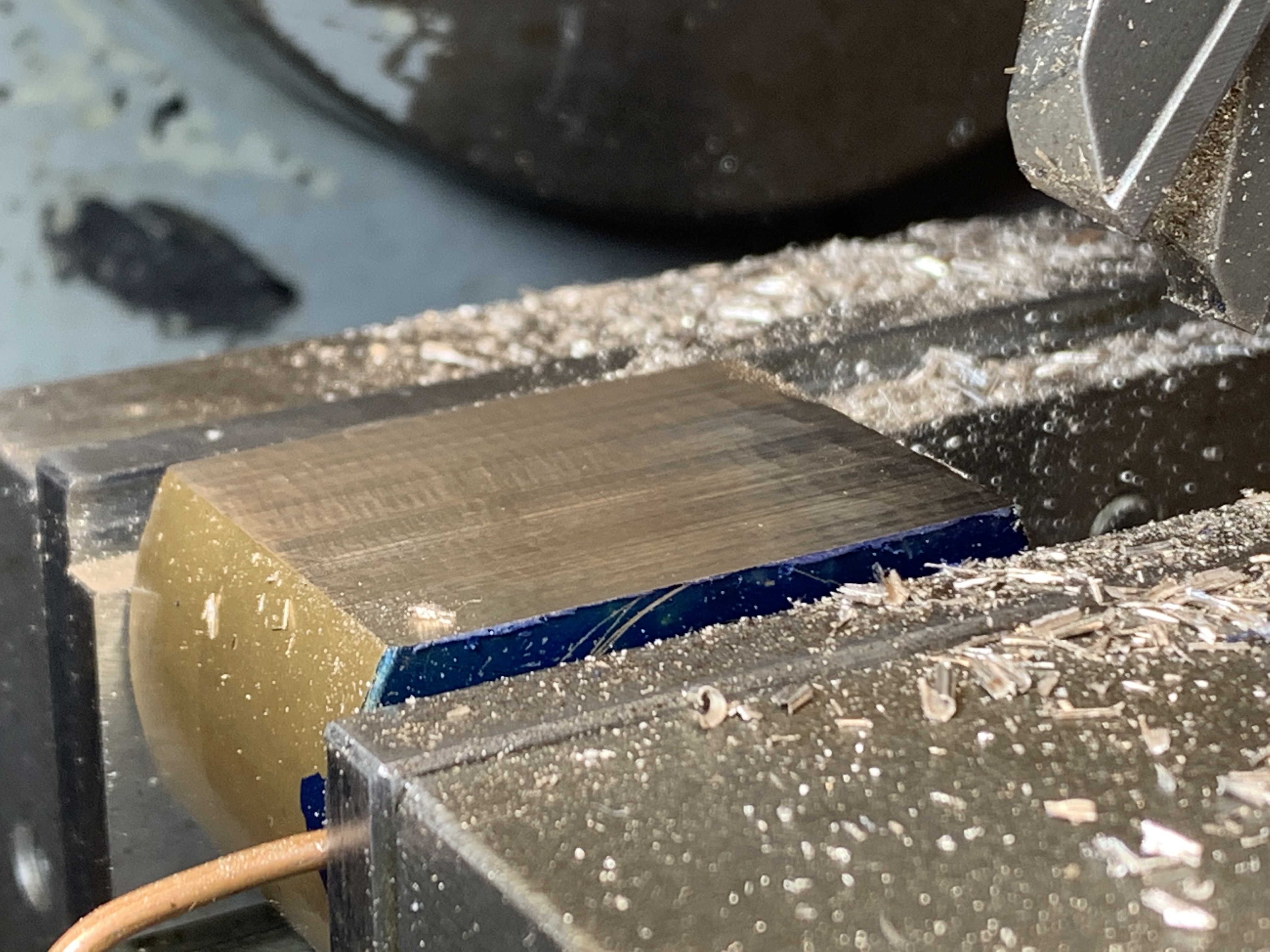
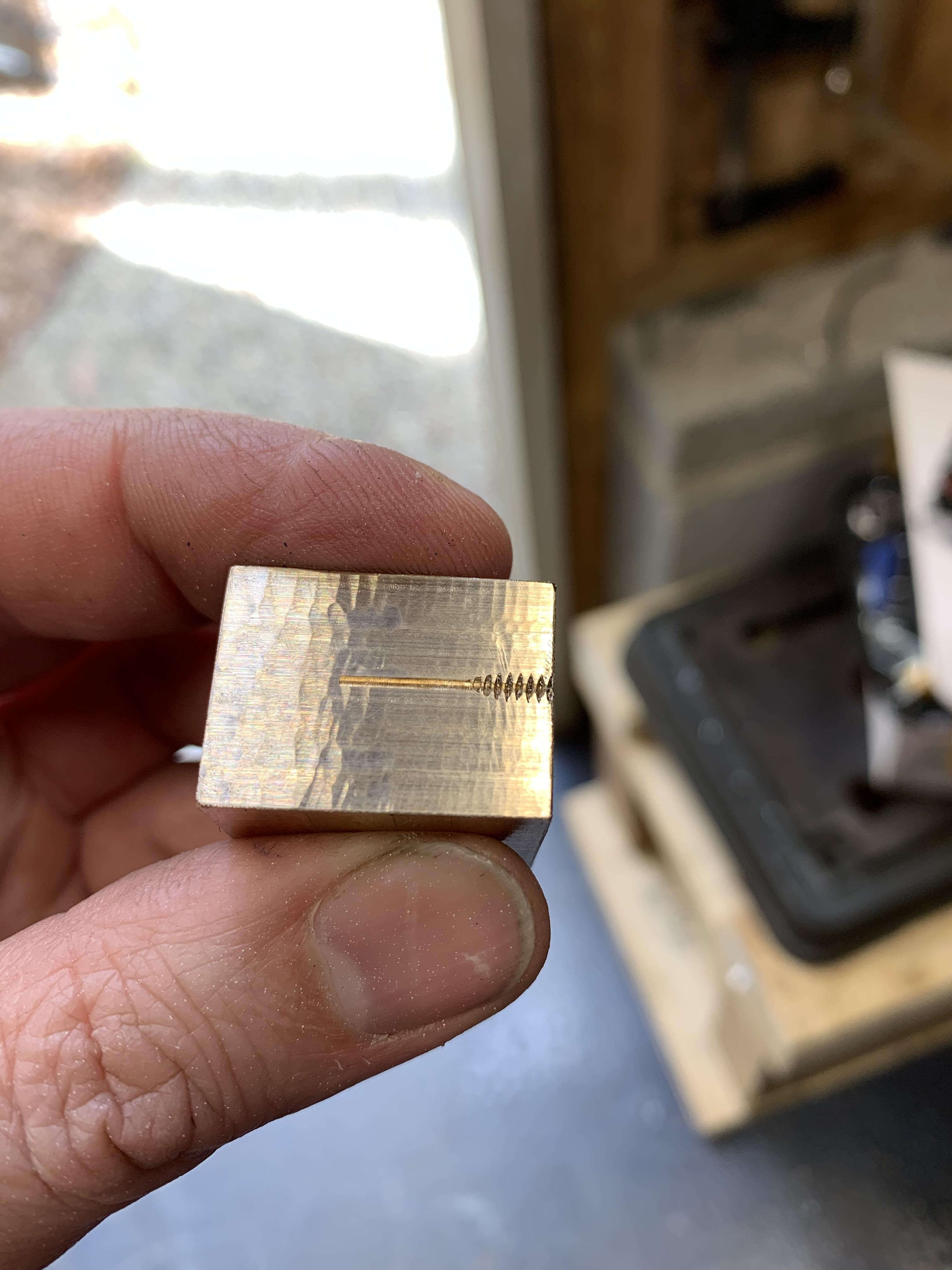
Have a look at the finish. The larger scallops are at the beginning of the cut.
I am taking fairly deep cuts, around 1/4" but only 1/2 the width of the cutter, maybe 3/16". There's runout somewhere in the system so one side of the cutter, perhaps only a few teeth, are taking a larger cut. When I approach the work, the cut is quite rough. The sound and feel are a little alarming. You can see it in the finish. When the cut is deep enough that 2 teeth are in the work, everything sounds better and the finish is better.
One of my previous obsessions was hand saws for wood working. In the English tradition, one chooses the saw that has about 3 teeth in the cut. Usually you cut at an angle so it's not as simple as knowing the thickness of the stock you're cutting. In that case the additional teeth set the toll pressure. The chip load can be a big problem with wood so more smaller teeth is counterproductive. The Japanese tradition goes by the length of the saw, which is closely tied to the number of teeth. The teeth have a completely different geometry but it's all the same in the end---too many or too few teeth in the cut is a problem.
I think the sound and vibration is coming from the lever/pinion/rack that drive the long axis of the table. I can see it clattering even as I try to hold it steady. It is worse when a single tooth is in the cut. If the lash in the rack-and-pinion is causing the problem, I hope that the lead-screw feed will solve the problem.
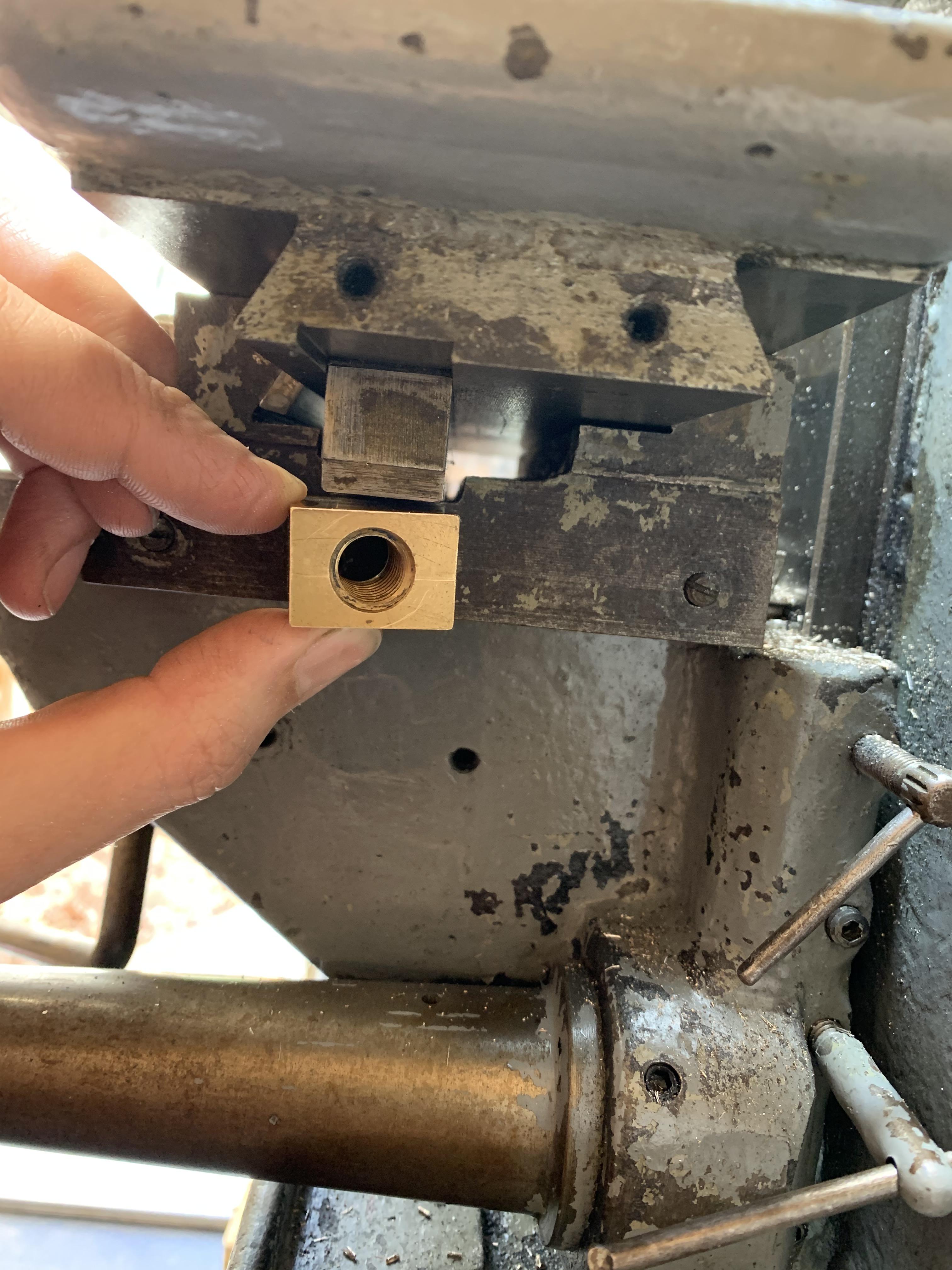
This is where the nut goes. The channel that the teeth of the rack occupy is 1" wide. I will need to file off the corners to get the nut fit, then bolt it into the saddle. Once that point is established, I feel like I can easily make end plates for the table that accommodate the screw, wherever it falls.
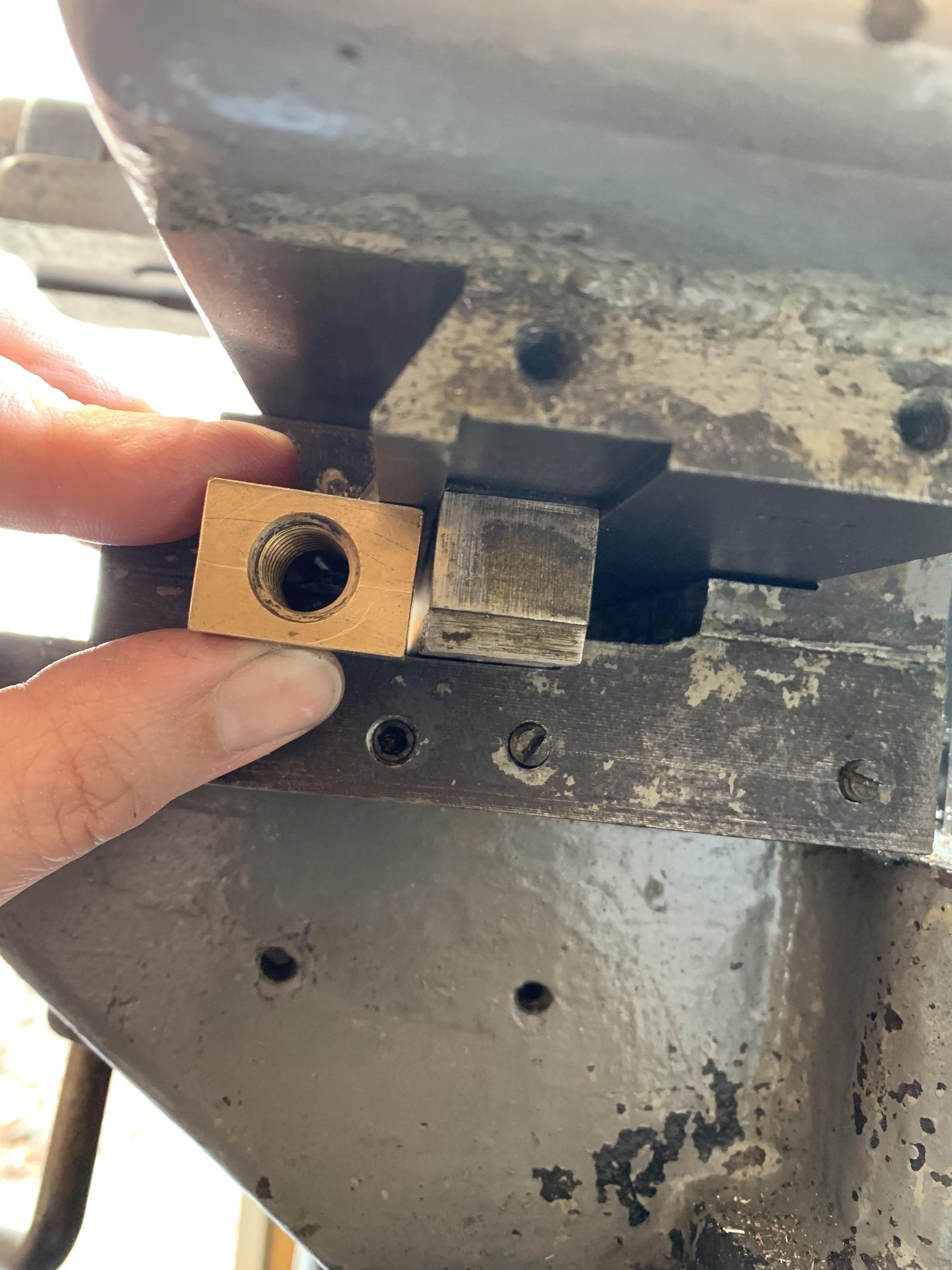
Visual check of the height of the nut. I might need to take a little more off. The rack is 3/4" but I forgot about the recess it sits in.
In brass, the cutter definitely cuts better when it's razor sharp. Keeping it so is difficult. Using a stone, hand-held, is difficult but does work. I'm looking forward to using the d-bit grinder to sharpen cutters. I've not seen it done but I read a post somewhere (here or practical machinist) about how to do it. I also ordered the endmill sharpener, which allows the cutter to turn in a helical path. This would be mainly for sharpening slab cutters. At least, that's what I was thinking a week ago. But from my recent experience, I am no longer sure if the mill is capable of running a 1" wide slab cutter. It stalls easier than I expected---the spindle, not the motor or 15:1 transmission. So I might need to re-visit belt tension, make better pulleys, or convert to a cog or multi-V belt type drive train.
About grinding cutters, I've been assembling a list of possible uses for a universal d-bit type machine. There's probably lots of other tasks that I just don't know about.
- Sharpen milling cutters
- Sharpen slitting saws
- Make d-bit endmills (all 8 types)
- Make d-bit reamers
- Make dovetail cutters
- Sharpen endmills (ends yes, flutes maybe)
- Sharpen drills
- Make carbide spade bits
- Make counterbore bits from twist drills
- Grind tapers
- Relieve end mills for longer reach
- Grind lathe tools