
- Joined
- Nov 25, 2015
- Messages
- 8,227
It's math for the diameter. So you get nice crisp knurls

Um, I wasn't trying to.
I hear some people call it spiral knurling (easier I guess) but I think the proper term is single diagonal knurling, at least that what I call it. For diamond knurling you use LH & RH knurling wheels. For the single diagonal knurling both knurling wheels will be the same direction, 2 LH or 2 RH, doesn't matter. Or if you're using a bump knurler you can just one wheel but again I don't like bump knurlers, well my lathe doesn't like them much either.
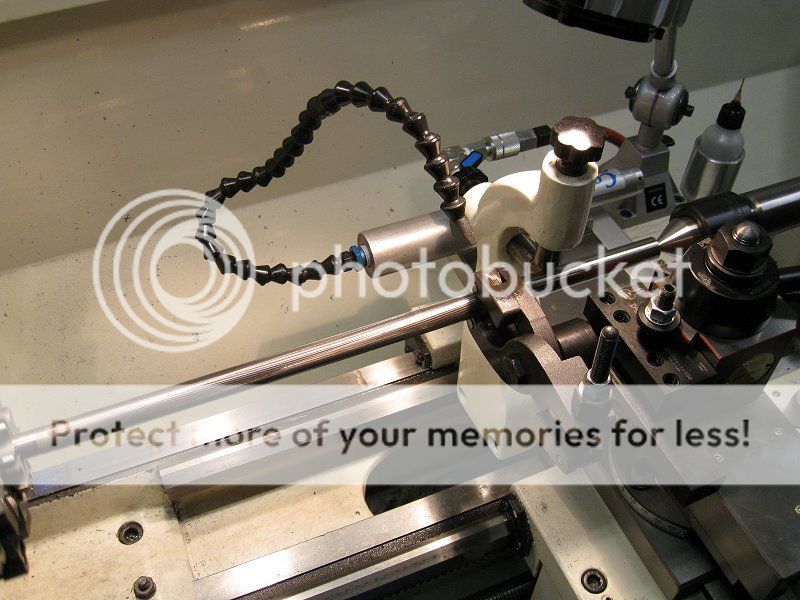
Here's a pic of when I was knurling that Ti spear. I had to use a follow rest when knurling it.
One of these blanks turned into this (I didn't make the light, just did the knurling for Fred)

Here's a Ti ice pick that I made for Matt at QMT (Precision Matthews)

Sorry for the thread hijack, back to knurling, lets help the OP get some good knurls!")
How did you do the bluing on the knurls?
Tks.
I looked at the Boston area CL and saw this for sale in Needham, MA: https://worcester.craigslist.org/tls/6046805625.html
I would be on this in a heartbeat, even if I didn't need it. Complete machine shop for 3K!

I pretty much always knurl under power. But if you just want a single band of partial profile knurl then turning the spindle by hand is ok.Mike, does it need to be under power?
When I do it I just turn the chuck by hand.
Speed isn't an issue is it?
I ran the calculator for a .375" brass rod using a 33 LPI knurl and I get .367. So as I am to understand this, I should turn the rod down to .367" and then the knurl pattern should fall into place upon a full rod rotation. This is assuming the clamp doesn't start wandering diagonally off as it does.
