

- Joined
- Jan 10, 2019
- Messages
- 1,042
I almost didn't post this, both because it's a bit of "high school shop class" caliber , and also because I had it all written and then hit a wrong key!
---
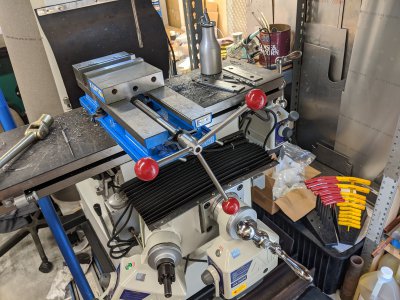
The reason this came about was that while the single-shaft handle that came with the vice works fine, it's a bit floppy and depending what I'm doing and where it ends up, it can jam against the Y-axis dial. Instead of spending $50 on one, I figured, why not spend a lot of time making one instead!
The key part is the hub. I know full well that I could have cannibalized the wrench that came with the vice, but if I mess that up then I wouldn't have a convenient way of working the vice. I could have also bought a 3/4" socket and gone from there, but where's the fun in that. I looked at it as a challenge to make a 3/4" socket hub, given that I don't have the equipment normally used to do that.
I started with a scrap piece of 1.25" round stock instead of hex bar, just to make it extra challenging, and because it's a 1.5-hr round trip in this COVID-infested area to get the right stuff. It was mounted vertically in the mill vice, the center found, and the DRO's "drill on circle" function used to place six 3/16" holes. The trick after that—without having an indexer—was to rotate the bar stock exactly 60° and "connect the dots" using a 1/4" end mill. I made it hard on myself by not going all the way through the piece. This caused the pocket to quickly fill up with chips, and I forgot to mention that I had the bright idea of using aluminum vice inserts with magnets on them. The brilliance of doing that came to light in how the chips started piling up in what looked suspiciously like how magnetic fields are shaped. I didn't use compressed air gun to blow the chips out in order to avoid a 20-minute one-sided monologue from the wife regarding the 6,497 bits of metal all over her car. Even backing her car out get's "the look."
Rotating the piece exactly 60° was very sketchy and the same 3/16" drill bit was used as poor man's center finder, loosening and tightening the vice a million times to align the two holes parallel with the mill's X axis. After that, it was put in the lathe, the taper added, then it was back to the mill to add the flats and the three holes. Unlike the 3/4" hex hole, this was a lot less critical, but if it's not symmetrical it'll bug me every time I look at it. The three holes were drilled and then reamed to 0.375".
With the hub finished, the 3/8" handles were cut to size so that, with knobs installed, there's room for my hand to clear the X-axis dial and handle, which worked out to about 5". 3/8-24 threads were cut using the electronic leadscrew (which has its own threads on here, search for "ELS"). Then, they were topped off with some wonderful red knobs from McMaster.
It was a fun little project, and reminds me that I need to make or buy some vice inserts that have slots cut in them to index material vertically, horizontally, or at 45".
---
The reason this came about was that while the single-shaft handle that came with the vice works fine, it's a bit floppy and depending what I'm doing and where it ends up, it can jam against the Y-axis dial. Instead of spending $50 on one, I figured, why not spend a lot of time making one instead!
The key part is the hub. I know full well that I could have cannibalized the wrench that came with the vice, but if I mess that up then I wouldn't have a convenient way of working the vice. I could have also bought a 3/4" socket and gone from there, but where's the fun in that. I looked at it as a challenge to make a 3/4" socket hub, given that I don't have the equipment normally used to do that.
I started with a scrap piece of 1.25" round stock instead of hex bar, just to make it extra challenging, and because it's a 1.5-hr round trip in this COVID-infested area to get the right stuff. It was mounted vertically in the mill vice, the center found, and the DRO's "drill on circle" function used to place six 3/16" holes. The trick after that—without having an indexer—was to rotate the bar stock exactly 60° and "connect the dots" using a 1/4" end mill. I made it hard on myself by not going all the way through the piece. This caused the pocket to quickly fill up with chips, and I forgot to mention that I had the bright idea of using aluminum vice inserts with magnets on them. The brilliance of doing that came to light in how the chips started piling up in what looked suspiciously like how magnetic fields are shaped. I didn't use compressed air gun to blow the chips out in order to avoid a 20-minute one-sided monologue from the wife regarding the 6,497 bits of metal all over her car. Even backing her car out get's "the look."
Rotating the piece exactly 60° was very sketchy and the same 3/16" drill bit was used as poor man's center finder, loosening and tightening the vice a million times to align the two holes parallel with the mill's X axis. After that, it was put in the lathe, the taper added, then it was back to the mill to add the flats and the three holes. Unlike the 3/4" hex hole, this was a lot less critical, but if it's not symmetrical it'll bug me every time I look at it. The three holes were drilled and then reamed to 0.375".
With the hub finished, the 3/8" handles were cut to size so that, with knobs installed, there's room for my hand to clear the X-axis dial and handle, which worked out to about 5". 3/8-24 threads were cut using the electronic leadscrew (which has its own threads on here, search for "ELS"). Then, they were topped off with some wonderful red knobs from McMaster.
It was a fun little project, and reminds me that I need to make or buy some vice inserts that have slots cut in them to index material vertically, horizontally, or at 45".
Attachments



Last edited:


