

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Looking for sealed tapered roller bearings
- Thread starter Stan the Man
- Start date
- Joined
- Jan 20, 2015
- Messages
- 359
Any tapered roller bearing of any size is not going to have a dust shield made out of an oring.Find an o-ring of sufficient diameter and width, slip it over the shat and but it up against the bearing's bigger diameter. I've done this to tapered roller bearings on my Harley. Works fairly well.
In machine tools, tapered rollers are all most alway protected by labrinth seal. It has no contact but the path for dirt to get in is tortured and therefore less likely. Easy to make on a lathe.
- Joined
- Dec 6, 2021
- Messages
- 224
Assuming you’re after 30206 roller bearings that fit all the Chinese 7x spindles, I think you’re out of luck. Only (good) alternative is a sealed 7206 angular contact bearing. Forget what the code is for the sealed version, but it starts with 7206: ID (Bore) 30mm OD 62 mm Width 16 mm
Not common and not cheap.
Not common and not cheap.
- Joined
- Jul 31, 2020
- Messages
- 765
Most likely, you will have to thin down the spacer between the back of the spindle, and the cobbed pully the belt runs over. Tapered bearings are thicker than the stock ball bearings, and push that whole assembly back. You will also have to thin down the spindle so that the rear bearing set is free to slightly slide on the back part of the spindle, otherwise you pre-load will end up being wrong. (the rear bearing which is furthest from the chuck needs to be able to move without excessive force on the spindle, otherwise, when you try to adjust pre-load for the bearings, the bearing may have a lot of "stiction" and either be too loose, or wedged to tightly). For that, you may need to make a conical jig to spin the spindle in a drill press (or another lathe), to make sure your light sanding stays near-concentric.
- Joined
- Jul 28, 2017
- Messages
- 2,367
I went through all this recently. I never found any seals for tapered roller bearings on my 7x12, don't seem to exist.Most likely, you will have to thin down the spacer between the back of the spindle, and the cobbed pully the belt runs over. Tapered bearings are thicker than the stock ball bearings, and push that whole assembly back. You will also have to thin down the spindle so that the rear bearing set is free to slightly slide on the back part of the spindle, otherwise you pre-load will end up being wrong. (the rear bearing which is furthest from the chuck needs to be able to move without excessive force on the spindle, otherwise, when you try to adjust pre-load for the bearings, the bearing may have a lot of "stiction" and either be too loose, or wedged to tightly). For that, you may need to make a conical jig to spin the spindle in a drill press (or another lathe), to make sure your light sanding stays near-concentric.
I did polish the spindle where the rear bearing goes to get some believable bearing pre-load. The original bearing interference fit on that end was much too tight to do that. I did it by installing a length of 1/2" drill rod in the lathe spindle using an MT3 collet and then chucking the rod in my mill so I could spin the spindle while sanding it down. I think that was about the first time I actually used my MT3 collet set for something useful
") . Tested a lot so I just got a tight sliding fit.
. Tested a lot so I just got a tight sliding fit. I also had to machine the bearing covers, which are there to keep swarf out of the bearings. Tapered roller bearings are slightly thicker than the originals so that's necessary so the bearing covers can go back on. For the same reason, reduced the length of the spacer on the back. Along with the bearing covers I machined a replacement spacer out of 6061 before I tore my lathe down. The spacer will need to have a notch filed in the ID so the spindle key (for the bull gear) goes in. This isn't necessary if you just shorten the OEM spacer; and that can be done well enough W/O having the spacer in place. Or so I've read..... YMMV.
My lathe is back together and running fine.
- Joined
- May 27, 2016
- Messages
- 45
Hi Guys,
Well I just spent the better part of two and a half hours typing up my response to you all. After a little Log in S.N.A.F.U. I read Homebrewed's response and I think it may have answered my questions. Homebrew Where were you three hours ago? Uggg!
Its all Good.
Not wanting however for any of you to miss out on my fact finding, fun filled thought provoking dissertation I have decided to graciously and magnanimously publish for your reading enjoyment and pleasure my BLa,Bla......Bla, Bla, Bla, response to you all prior to reading Hombrew's response.
Without further ado on with the Shoe!
Hi guy’s
Thank you for so many reply's to my question regarding sealed roller bearings. I will attempt to address everyone's questions and informative advice. Ill try to keep things short and specific.
But first I would like to explain,
What I wanted! After watching a lot of videos I wanted a tapered bearing that I would not have to maintain, I have watched probably no less then 50 videos on mini lathe mods and a dozen of those on bearing mods. TOT included.
The consensus is a major improvement in the head stock is to remove the ball bearings and go for Tapered roller bearings (TRB’s). Some videos talked about Sealed Tapered Roller Bearings so I started looking for a set.
They Do Exist…...I think? (Cadillac, JCP, Mr. Whoopee John York benmychree: ) Unless some you tuber's are interchanging terms in there heads and mixing tapered and contact roller in the discussions to mean the same thing It seems that United Kingdom guy’s have access to some kind of Sealed Tapered Roller Bearings at least that is my understanding from my internet research. If I am incorrect I will be the first to admit I am wrong as I am the grasshopper and still learning.
Hearing these guy’s talk about bearing up grades to tapered ones and using there dimension info I typed in (STRB’s) into google search. The algorithm sent me to several UK web sites when I first went looking’ that will sell you( some kind of sealed bearings) for the Chines lathe. That's all well and good but shipping to the USA is usually more then the cost of the bearing. I don't know what kind of bearing they actually send ;I assumed it was sealed and tapered again from what I was reading/ hearing/understanding but now I am not 100% sure of what you get.
7206 Sealed contact bearings: (OC John) I watched TOT and obviously tapered roller bearings and contact bearings are two different animals both physically and cost wise. They were next up on the list but the cost was way more then I wanted to pay for a set of bearings for this modification. So I ordered Timken TRB # 30206 (obviously not sealed) the outer race fits right in place as shown on countless videos like TOT and are a touch wider then stock over all.
My biggest concern: (Firebrick43,Al-1) is to keep swarf/dust (alum. Brass, Plastic cast iron etc.) out of the bearings. Second concern is not having to tear the head off the bed once or twice a year to lube the bearings. Zirk fitting addition best Idea yet.(see below)
I have been watching a fellow Ades workshop as he added unsealed TRB to his head stock and noted that the new bearings are indeed wider by I believe 1 to 1.5 mm from 16mm to 17 point something, as did TOT. He was talking about wanting to protect the open bearings (the cone) from accumulated junk during daily machining process.
He also expounded on a lubricating system (Zerk fitting) with a drilled passage through the head stock housing into the new bearing (Face cover) to the end of the cone, once he sealed the bearing in place with covers. At the moment there is no way other then to per-lube the bearing with Molly-grease before installation.
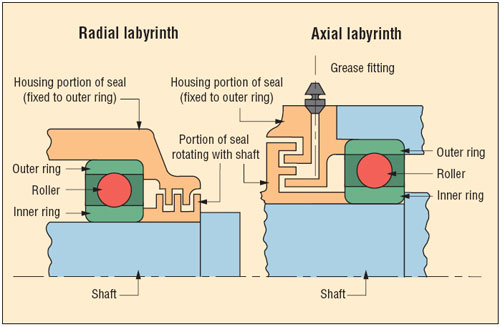
He goes into a lengthy thought process and build with a specific bearing cover design and then talks about (future project) further refining the seal by ether using an oil seal, possible o-ring in a groove or felt application. One viewer suggested a labyrinth seal for the reasons stated in Firebrick43’s diagram.
Where I am getting confused: (Addertooth) Ades work shop is going to all this trouble to make this custom fit very professional looking cover but yet TOT just puts on the old plastic covers. I understand adjusting the spacers and all that and yes many people have made this conversion. But I have yet to hear of any one talking about bearing contamination from swarf or grit during use.
Question: TOT doesn't talk about the plastic cover sticking out from the new bearing unless I missed that part??? Am I over thinking this or are the plastic covers good enough and do an adequate Job and can be snugged back in place just sticking out a little?
Would aluminum covers be better and if so does any one have a drawing of what the specs on a new cover should look like as they fit against the new bearing side face. Ades points to his cover as he talks but its hard to follow him when he starts to discuss exactly what his dimension's are. His video and finished cover are beautiful if only he would provide a drawing.
I’ll end this Discussion with: So what is the collective wisdom as to am I over thinking this thing, what to do about the covers, old plastic back in place or new aluminum ones? If I choose to make aluminum covers to account for the added width what clearance do you guys recommend around the shaft to keep junk out from daily use.
I hope this discussion will benefit someone who is currently in my shoes or will be in the future. I always learn something new from all of you. Thank you.
Stan.
P.S. if nothing else any one suffering from insomnia is probably now fast asleep. At least my typing skills are improving!
Well I just spent the better part of two and a half hours typing up my response to you all. After a little Log in S.N.A.F.U. I read Homebrewed's response and I think it may have answered my questions. Homebrew Where were you three hours ago? Uggg!
Its all Good.
Not wanting however for any of you to miss out on my fact finding, fun filled thought provoking dissertation I have decided to graciously and magnanimously publish for your reading enjoyment and pleasure my BLa,Bla......Bla, Bla, Bla, response to you all prior to reading Hombrew's response.
Without further ado on with the Shoe!
Hi guy’s
Thank you for so many reply's to my question regarding sealed roller bearings. I will attempt to address everyone's questions and informative advice. Ill try to keep things short and specific.
But first I would like to explain,
What I wanted! After watching a lot of videos I wanted a tapered bearing that I would not have to maintain, I have watched probably no less then 50 videos on mini lathe mods and a dozen of those on bearing mods. TOT included.
The consensus is a major improvement in the head stock is to remove the ball bearings and go for Tapered roller bearings (TRB’s). Some videos talked about Sealed Tapered Roller Bearings so I started looking for a set.
They Do Exist…...I think? (Cadillac, JCP, Mr. Whoopee John York benmychree: ) Unless some you tuber's are interchanging terms in there heads and mixing tapered and contact roller in the discussions to mean the same thing It seems that United Kingdom guy’s have access to some kind of Sealed Tapered Roller Bearings at least that is my understanding from my internet research. If I am incorrect I will be the first to admit I am wrong as I am the grasshopper and still learning.
Hearing these guy’s talk about bearing up grades to tapered ones and using there dimension info I typed in (STRB’s) into google search. The algorithm sent me to several UK web sites when I first went looking’ that will sell you( some kind of sealed bearings) for the Chines lathe. That's all well and good but shipping to the USA is usually more then the cost of the bearing. I don't know what kind of bearing they actually send ;I assumed it was sealed and tapered again from what I was reading/ hearing/understanding but now I am not 100% sure of what you get.
7206 Sealed contact bearings: (OC John) I watched TOT and obviously tapered roller bearings and contact bearings are two different animals both physically and cost wise. They were next up on the list but the cost was way more then I wanted to pay for a set of bearings for this modification. So I ordered Timken TRB # 30206 (obviously not sealed) the outer race fits right in place as shown on countless videos like TOT and are a touch wider then stock over all.
My biggest concern: (Firebrick43,Al-1) is to keep swarf/dust (alum. Brass, Plastic cast iron etc.) out of the bearings. Second concern is not having to tear the head off the bed once or twice a year to lube the bearings. Zirk fitting addition best Idea yet.(see below)
I have been watching a fellow Ades workshop as he added unsealed TRB to his head stock and noted that the new bearings are indeed wider by I believe 1 to 1.5 mm from 16mm to 17 point something, as did TOT. He was talking about wanting to protect the open bearings (the cone) from accumulated junk during daily machining process.
He also expounded on a lubricating system (Zerk fitting) with a drilled passage through the head stock housing into the new bearing (Face cover) to the end of the cone, once he sealed the bearing in place with covers. At the moment there is no way other then to per-lube the bearing with Molly-grease before installation.
He goes into a lengthy thought process and build with a specific bearing cover design and then talks about (future project) further refining the seal by ether using an oil seal, possible o-ring in a groove or felt application. One viewer suggested a labyrinth seal for the reasons stated in Firebrick43’s diagram.
Where I am getting confused: (Addertooth) Ades work shop is going to all this trouble to make this custom fit very professional looking cover but yet TOT just puts on the old plastic covers. I understand adjusting the spacers and all that and yes many people have made this conversion. But I have yet to hear of any one talking about bearing contamination from swarf or grit during use.
Question: TOT doesn't talk about the plastic cover sticking out from the new bearing unless I missed that part??? Am I over thinking this or are the plastic covers good enough and do an adequate Job and can be snugged back in place just sticking out a little?
Would aluminum covers be better and if so does any one have a drawing of what the specs on a new cover should look like as they fit against the new bearing side face. Ades points to his cover as he talks but its hard to follow him when he starts to discuss exactly what his dimension's are. His video and finished cover are beautiful if only he would provide a drawing.
I’ll end this Discussion with: So what is the collective wisdom as to am I over thinking this thing, what to do about the covers, old plastic back in place or new aluminum ones? If I choose to make aluminum covers to account for the added width what clearance do you guys recommend around the shaft to keep junk out from daily use.
I hope this discussion will benefit someone who is currently in my shoes or will be in the future. I always learn something new from all of you. Thank you.
Stan.
P.S. if nothing else any one suffering from insomnia is probably now fast asleep. At least my typing skills are improving!
- Joined
- Jul 31, 2020
- Messages
- 765
I was referring to the spacers which fit on the side of the spindle away from the chuck. They are keyed and fit between the back of the spindle where gear mesh occurs. The thicker bearings require the spacer be thinner so that gears maintain 100 percent mesh and alignment. I am including a picture of two I made, with keyway, for this purpose. The second picture is where the spacer fits.
Attachments


- Joined
- Jul 28, 2017
- Messages
- 2,367
I thought about adding some zerks to lube the bearings as well. But, not being sure just how grease could be directed into the rollers and thinking that excess grease would get all over the interior of the headstock, I gave it a pass.
I also realized that if the spindle is polished down so the rear bearing is a light friction fit, you have a setup that can actually be taken apart to lube the bearings....without risking damage to them. Once the retainer nuts are removed, the rear inner bearing and the transmission gear are the only things keeping the spindle in the headstock. And the transmission gear is a sliding fit as well. Not to say it won't be a PITA but I think it could be done without removing the headstock from the bed.
It also might be possible to loosen up or remove the bearing covers and get grease into the bearings that way. The rear cover can be completely removed so no access problem there. The front one would be a little more challenging since it can't be completely removed. I thought about using oil on the bearings instead of grease, just to make it easier to lube them; but all of the descriptions I found regarding bearing replacement used grease. So I did too.
I also realized that if the spindle is polished down so the rear bearing is a light friction fit, you have a setup that can actually be taken apart to lube the bearings....without risking damage to them. Once the retainer nuts are removed, the rear inner bearing and the transmission gear are the only things keeping the spindle in the headstock. And the transmission gear is a sliding fit as well. Not to say it won't be a PITA but I think it could be done without removing the headstock from the bed.
It also might be possible to loosen up or remove the bearing covers and get grease into the bearings that way. The rear cover can be completely removed so no access problem there. The front one would be a little more challenging since it can't be completely removed. I thought about using oil on the bearings instead of grease, just to make it easier to lube them; but all of the descriptions I found regarding bearing replacement used grease. So I did too.
- Joined
- Jul 31, 2020
- Messages
- 765
Yep, the grease versus oil discussion is complex. It largely has to do with "film strength" of the lubricant, along with bearing pressure and RPMs. In some cases, you have to change your bearing selection, if you are choosing oil, as versus the typical grease. The issues with oil and film strength become more of a problem with low RPM work which is high stress. I do note that the wheel bearings on my car use grease, and go a long time without removal and replacement. But then, it is a sealed environment (for the most part), and it has a cup which acts as a reservoir to hold additional grease.