Opted to do a bit of CAD/CAM for the Eccentric Fixture. Not that is absolutely necessary, but it has been a good while since I've opened the program and I wanted the practice.
First I modeled the critical features for boring.
View attachment 363032
Next I modeled the piece of aluminum scrap I'm working with, including the randomly placed hole in it.
View attachment 363033
Additional features were added to help place the hold down fasteners
View attachment 363034
Locations for clamping washers are sketched in.
View attachment 363035
Clamping Bolt locations are drilled and Tapped. The central bore is expanded.
View attachment 363036
Gcode is written
View attachment 363044
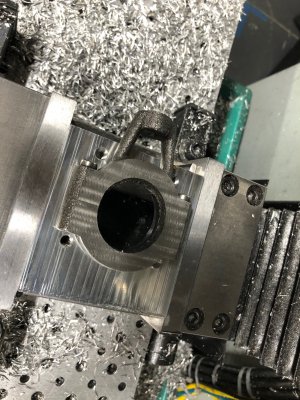
Finally, the fixture was machined. and hand tapped
View attachment 363065
View attachment 363066
View attachment 363068
Next step is to load the part onto the pallet and bore the hole.











")