Well
@Manual Mac, you got my interest going on this project again! I normally only write a post when I finish a part, but I've been so slow at this I might as well catch up on where things are.
Previously, I did a lot of work on the main cylinder. It is nearly done with the exception of the mounting bolt circles. I need to do these but I'm a bit nervous to do it since I already have so much time invested in it.
This is the cylinder casting. It requires two faces, two precision spaced and sized bores, bolt circle holes tapped on two sides, steam port hole cross drilled and tapped, and insulation plate mounting holes drilled on the periphery. The #5-40 tap is going to be a bit tricky to find.


The first operation was to dial the part in using the 4 jaw to center the large bore and align the angle of the part. This is the most time consuming part I have found when working with castings. This flat face becomes the part datum.

Once a datum face was established, the part was bored to a precision fit to the piston. This was done using a 3/4" steel indexable boring bar.

Here is the air tight fit. The piston slides easily on a thin film of oil inside the bore, but is pretty tight once the teflon packing is added. I think I need thinner teflon.

Here is the bore finish. I have a bore hone which will be used to lightly cross hatch the surface for better oil bearing. The rough slot on the left is a steam port in the casting.

As mentioned earlier in the forum, I was having a really hard time figuring out how to cut the valve cylinder, which runs parallel to this bore. It is .625" diameter hole, 4 inches long and must be an air tight sliding fit to the steam valve with a light coat of oil. I ended up buying an undersized reamer 0.624 and machining the end to fit my drill chuck. Thanks to
@bakrch, I had some 440C stainless to practice machining on and was able to get the fit and finish I needed. The second bore was again painstakingly aligned using a tenths indicator to be centered on the casting, parallel to the main bore to 0.0005"/4" and within the published center to center distance within 0.0007"
Here is the reamer with the reduced shank. Surprisingly to me, the shank is very soft steel.

Practice bore in 440C Stainless.

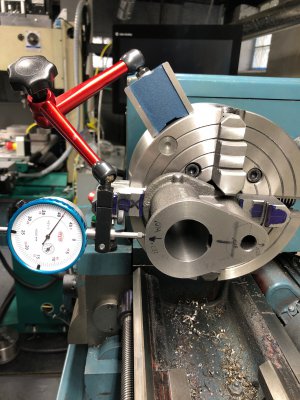
Offset chuck boring operation.

Here I was measuring the throw of the chuck as I adjusted it. Timing marks were scribed into the chuck jaws and the part to make sure it did not rotate in the chuck during adjsutments.
Once I was confident in the setup (center to center measured as 1.9997"), I drilled, bored, and reamed the hole to finish size.


And here is the final fit of the steam valve. If the valve didn't have a chamfer, you likely wouldn't be able to see the edge between the two parts. The valve slides in the bore with little friction once lightly oiled. Honing this cylinder would be nice, but I don't have a tool to do it.

This is where the cylinder sits today. I need to drill the bolt circle holes and tap them and do the steam valve drill and thread. After the bolt circle debacle on the frame, I am a bit nervous to do this one.
More to come


") No, I have this on the back burner. Wife warned me that starting a second project at the same time was not going to work. I bought an industrial robot back in May and have been working to get it running again. It is a blast, but have not gotten much machining done otherwise.
No, I have this on the back burner. Wife warned me that starting a second project at the same time was not going to work. I bought an industrial robot back in May and have been working to get it running again. It is a blast, but have not gotten much machining done otherwise.



 . I was trying to turn the OD and snuck the tool into the bevel near the tips of the jaws. What I didn't see or account for was the other jaws being closer to center and not having the clearance of the bevel at the tip. I am really mad at myself, but it isn't the end of the world. Maybe I can find a set of replacement jaws.
. I was trying to turn the OD and snuck the tool into the bevel near the tips of the jaws. What I didn't see or account for was the other jaws being closer to center and not having the clearance of the bevel at the tip. I am really mad at myself, but it isn't the end of the world. Maybe I can find a set of replacement jaws.