- Joined
- Dec 13, 2016
- Messages
- 142
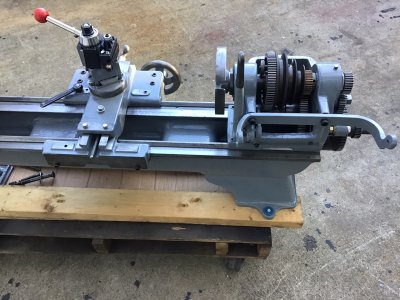
I have a Clausing Model 100 mk3 standard lathe which has been in our family since the 1960's. My father had bought the lathe from a retired machinist and spent many nights make/rebuild parts. I have had this great lathe for 20 years now.
I have had visitors ask me a lot of questions when they see this lathe. It would be great to date this lathe and who the original purchaser was. There is no data plates other the serial number '5396' stamped into right side of the bed.
I reached yesterday out to Tom McNett at Clausing to see what they had on their records. He responded today with this response...
>
> Our records show that this is a Model 102 and it shipped to Indus. Elec. On 11/15/46. This is all the info I have on it.
> Best regards,
>
> Tom McNett
> Technical Service
> Clausing Service Center
> Ph: 800-535-6553
> Email: tmcnett@clausingsc.com
Had responded back to Tom if he had any more information such as a shipping address but he did not.. I assumed 'Indus. Elec' is 'Industrial Electrical' which was hopeless to search on. since any commercial electrical company is listed as 'Industrial Electrical Services'.
We where living in New Jersey at the time my dad purchased the lathe from the previous owner in northern N.J.
The lathe could hava been originally purchased by electrical company to repair electric motors.
Bob G.
Madison, VA
I have had visitors ask me a lot of questions when they see this lathe. It would be great to date this lathe and who the original purchaser was. There is no data plates other the serial number '5396' stamped into right side of the bed.
I reached yesterday out to Tom McNett at Clausing to see what they had on their records. He responded today with this response...
>
> Our records show that this is a Model 102 and it shipped to Indus. Elec. On 11/15/46. This is all the info I have on it.
> Best regards,
>
> Tom McNett
> Technical Service
> Clausing Service Center
> Ph: 800-535-6553
> Email: tmcnett@clausingsc.com
Had responded back to Tom if he had any more information such as a shipping address but he did not.. I assumed 'Indus. Elec' is 'Industrial Electrical' which was hopeless to search on. since any commercial electrical company is listed as 'Industrial Electrical Services'.
We where living in New Jersey at the time my dad purchased the lathe from the previous owner in northern N.J.
The lathe could hava been originally purchased by electrical company to repair electric motors.
Bob G.
Madison, VA