

Background if anyone finds it amusing-
I'm not sure why but gears are fascinating to me, perhaps it's all the math and theory that goes over my head makes it so. Also similar to single point threading it's sort of like a rite of passage, no? Anyway, so I wanted to try my hands at gear cutting but I didn't have the proper tooling you need to cut gears. I have a 8" rotary table but unless I feel like throwing my back out I usually leave it tucked away under the workbench. Besides I don't have the dividing plates for it either. I did order a $70 DP16 14deg gear cutter set last year. As with most things I took one or two out of the packaging, admired the feel and put them away. I didn't have an arbor for them. Then I got to thinking, hey my used mill did come with a spindexer which I never used...then I realized it was because I don't have a set of 5c collets. So you see like with most things I only have half-ass tooling. Similar to the gear cutters I had also ordered a single 1" 5c collet just so I can touch and feel one lol But here's where things started to come together.
Instead of wasting a few hours watching This Old Tony etc on youtube today I decided to tackle what I thought would be a small step towards gear cutting i.e. making an arbor for the gear cutters and an arbor for the 1" 5c collet to hold the gear blank. Well 6hrs later I had a test gear cut from start to end. Granted it's all aluminum but I was able to scratch the itch.
I decided to keep things simple, no keyway slot etc. I left the cutter a few thou proud of the flange/register so the nut would clamp it down.


Parting off the nut

Here's what the final product looks like

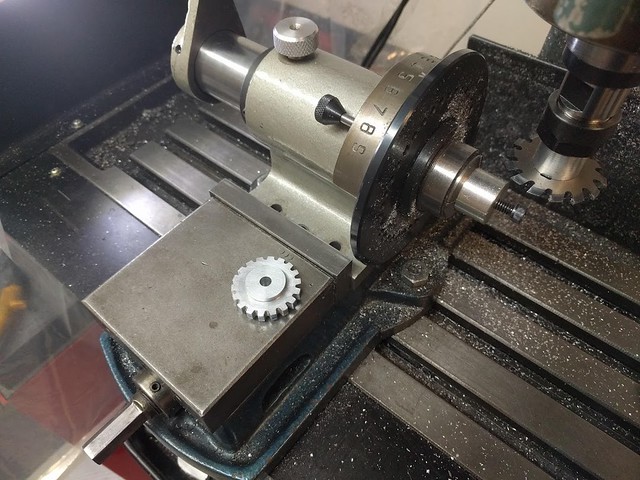
I made a similar arbor for the 5c collet and then cut a gear blank. Having never had to use the spindexer before I decied to check my math using scribe lines. I also decided to be lazy and just use 20 teeth - hey this is just an experiment.

Finally set the cutter height and hit the go pedal


All done - after 15mins of repetitive rotations and moving the table back and forth

Despite feeling beat from 6hrs of machining I was really pleased that even my half-assed plans and tooling came together better than I could've imagined")
I'm not sure why but gears are fascinating to me, perhaps it's all the math and theory that goes over my head makes it so. Also similar to single point threading it's sort of like a rite of passage, no? Anyway, so I wanted to try my hands at gear cutting but I didn't have the proper tooling you need to cut gears. I have a 8" rotary table but unless I feel like throwing my back out I usually leave it tucked away under the workbench. Besides I don't have the dividing plates for it either. I did order a $70 DP16 14deg gear cutter set last year. As with most things I took one or two out of the packaging, admired the feel and put them away. I didn't have an arbor for them. Then I got to thinking, hey my used mill did come with a spindexer which I never used...then I realized it was because I don't have a set of 5c collets. So you see like with most things I only have half-ass tooling. Similar to the gear cutters I had also ordered a single 1" 5c collet just so I can touch and feel one lol But here's where things started to come together.
Instead of wasting a few hours watching This Old Tony etc on youtube today I decided to tackle what I thought would be a small step towards gear cutting i.e. making an arbor for the gear cutters and an arbor for the 1" 5c collet to hold the gear blank. Well 6hrs later I had a test gear cut from start to end. Granted it's all aluminum but I was able to scratch the itch.
I decided to keep things simple, no keyway slot etc. I left the cutter a few thou proud of the flange/register so the nut would clamp it down.
Parting off the nut
Here's what the final product looks like
I made a similar arbor for the 5c collet and then cut a gear blank. Having never had to use the spindexer before I decied to check my math using scribe lines. I also decided to be lazy and just use 20 teeth - hey this is just an experiment.
Finally set the cutter height and hit the go pedal
All done - after 15mins of repetitive rotations and moving the table back and forth
Despite feeling beat from 6hrs of machining I was really pleased that even my half-assed plans and tooling came together better than I could've imagined
Last edited: