- Joined
- Nov 6, 2018
- Messages
- 24
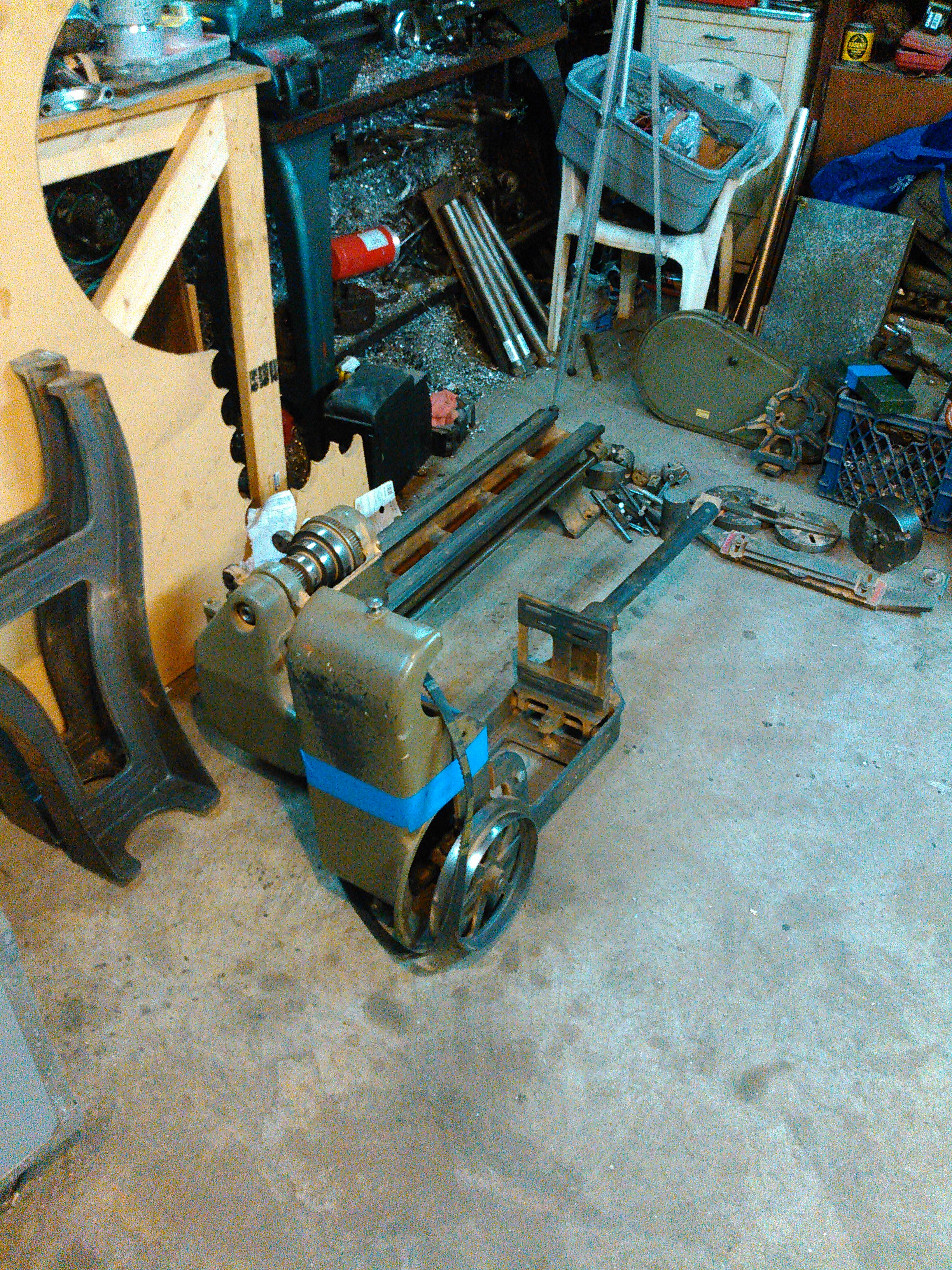
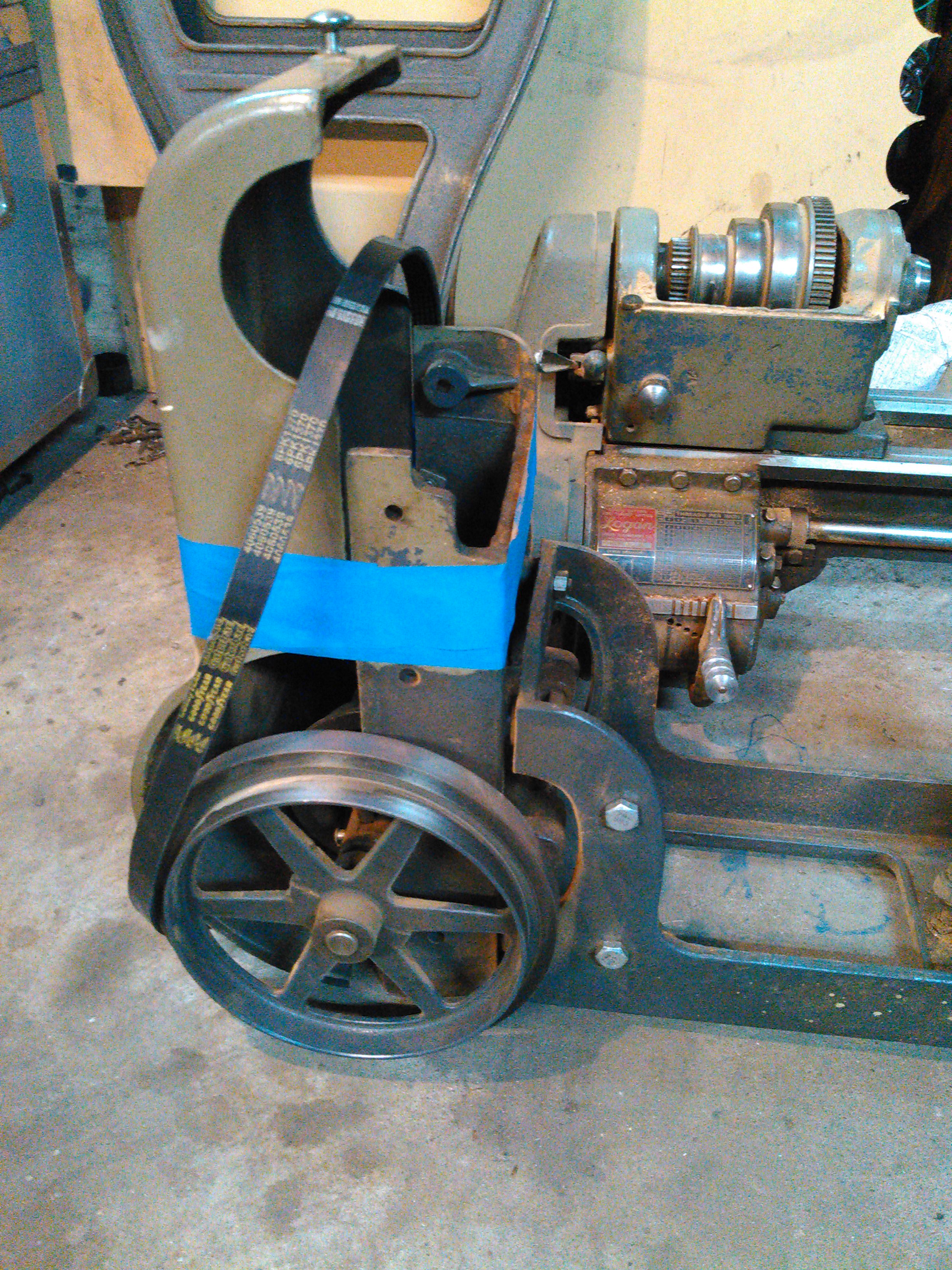
I think this thing's been used twice. I bought it out of a home sale where it was not known that it was there-the old man's wood shop was full of tools but no one noticed the lathe, because it was completely buried under a pile of wood chips and sawdust. When the family went to shovel out the dust...CLANG! It's complete, and has all the available features of a model 820. It will make a fine replacement for my Atlas 12x36, which needs more love than I can give to be put into "very good" condition. The logan is almost there. The paint has all started to peel and lift, from being stored in oily wood chips, so I am currently stripping the old paint and re-painting with good machine paint. Up until today, at 3:30PM, I worked for a local machine shop as a process engineer...but today, I was made redundant and let go.
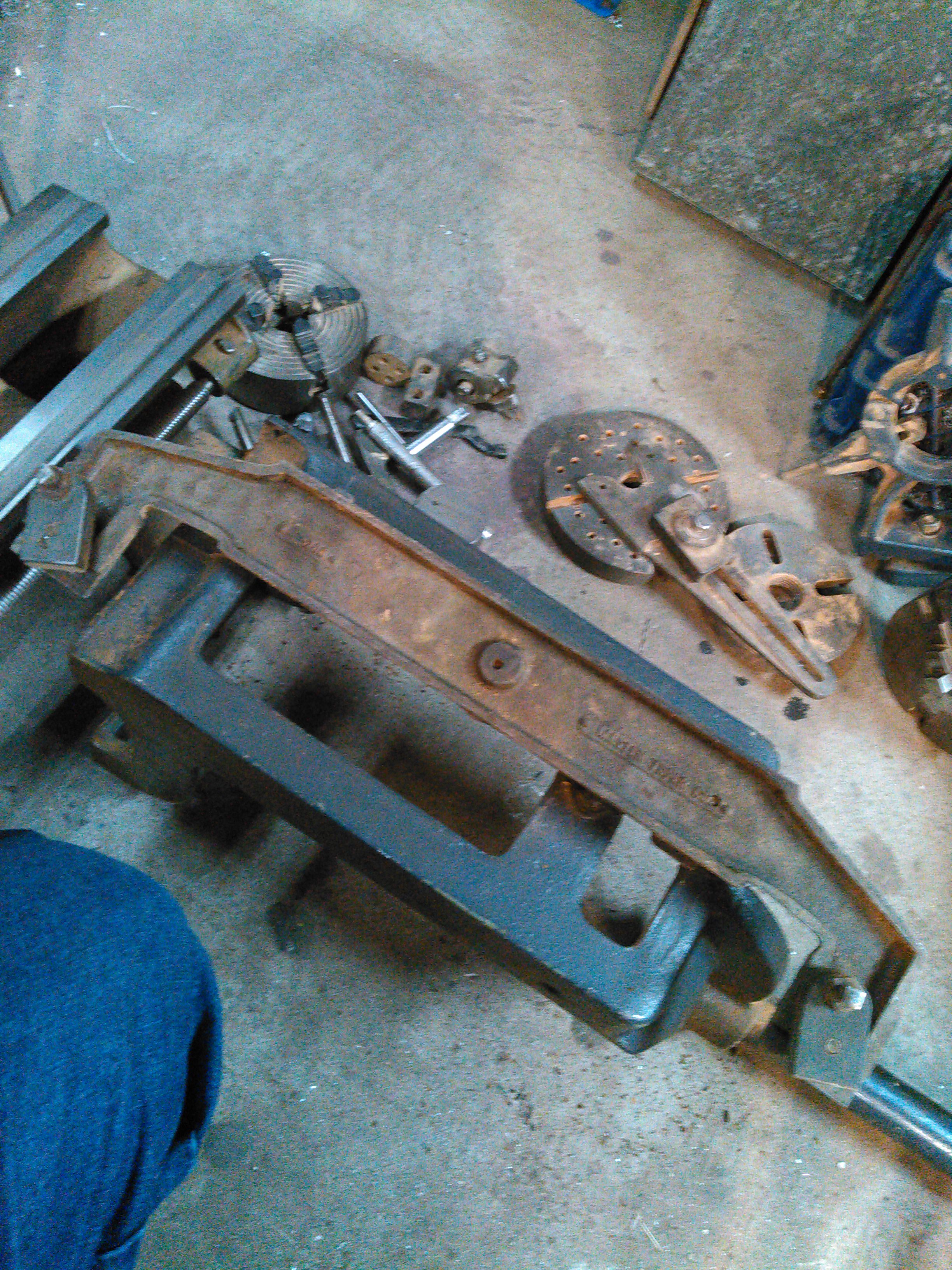
One thing-it came with what I believe is an original logan taper attachment, but I am not sure. I'll take photos of it tomorrow, this one clamps on to the rear flat way, instead of bolting to the lathe bed like others I am familiar with.
Since I'll have plenty of spare time for a while, I plan to go ahead and finish the repaint and re-assembly during the between-jobs time. Maybe I'll do some turning or pour a few castings to make some money on the side, but more than likely, I'll just finish the minor restoration, convert to a VFD, and fit a boring table so I can fix my home built shaper. (I built the shaper in high school using the Gingery methods, but I was too financially strapped to buy the book. I built it from the pictures I could find on the internet.) The shaper is missing a few key details that I didn't get at the time, but among the most important is that the down slide does not sit flat against the ram face. I may have to do some significant rework there to get it straight.
One thing-it came with what I believe is an original logan taper attachment, but I am not sure. I'll take photos of it tomorrow, this one clamps on to the rear flat way, instead of bolting to the lathe bed like others I am familiar with.
Since I'll have plenty of spare time for a while, I plan to go ahead and finish the repaint and re-assembly during the between-jobs time. Maybe I'll do some turning or pour a few castings to make some money on the side, but more than likely, I'll just finish the minor restoration, convert to a VFD, and fit a boring table so I can fix my home built shaper. (I built the shaper in high school using the Gingery methods, but I was too financially strapped to buy the book. I built it from the pictures I could find on the internet.) The shaper is missing a few key details that I didn't get at the time, but among the most important is that the down slide does not sit flat against the ram face. I may have to do some significant rework there to get it straight.