- Joined
- Jan 20, 2016
- Messages
- 602
I tried something I hadn't done on the PM1030v yesterday: Metric Threading. Since discovering the 4 jaw had some really bad runout problems, I had 5 TTS holders that were not going to be usable. To save them, I decided to make them into ER20 holders instead and bore the collet taper on the mill to ensure runout is minimized.
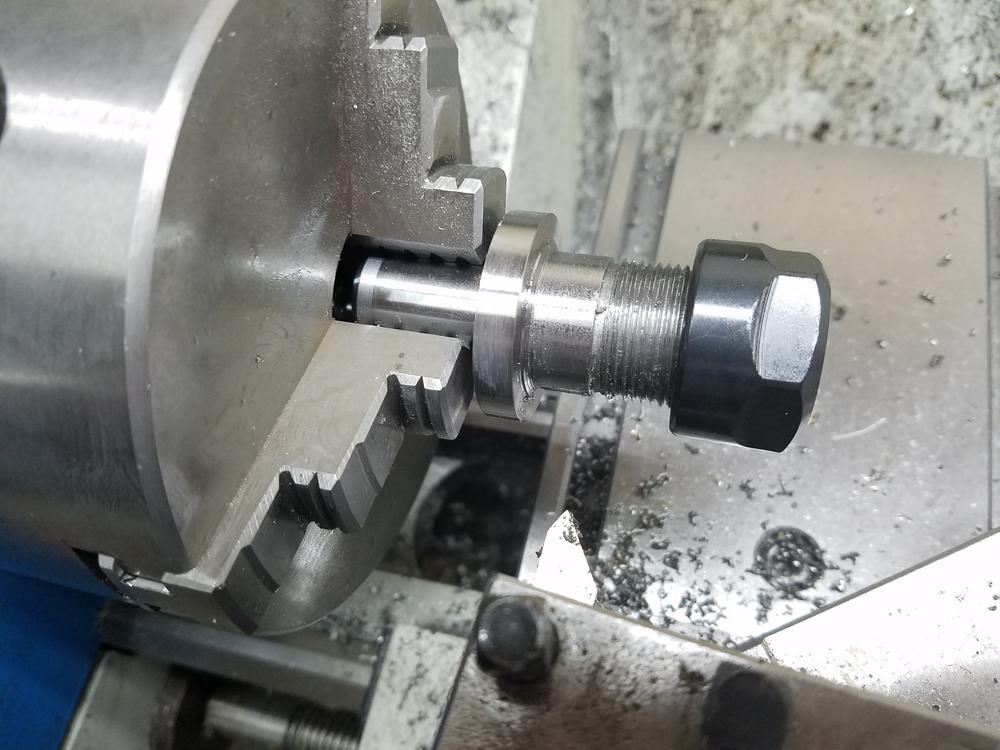
There was only 1 hiccup with the operation. Since it was metric threading and the leadscrew is imperial, I only engaged the thread lever when the chasing dial was on the 1. Second pass and it was off. Maybe something is wonky or I was wrong about being able to use the thread chasing dial, but after the second pass, I left the lever engaged and just turned the lathe off and reversed it for each pass. The thread was an M25x1.5 and material was 4140.
Here is that holder:

There was only 1 hiccup with the operation. Since it was metric threading and the leadscrew is imperial, I only engaged the thread lever when the chasing dial was on the 1. Second pass and it was off. Maybe something is wonky or I was wrong about being able to use the thread chasing dial, but after the second pass, I left the lever engaged and just turned the lathe off and reversed it for each pass. The thread was an M25x1.5 and material was 4140.
Here is that holder: