- Joined
- Jan 20, 2016
- Messages
- 602
Slow going recently with school getting near the end of the semester and all the nonsense that brings.
I ordered some new bearings for the spindle since the stock ones are getting really hot at the higher speed. I am a bit worried about these though because the spindle bearings are small. The lower is a 7007B bearing and the upper is a 7005B. The upper bearing is smaller than the upper bearing on my X2. The tapered rollers are rated at 43,000N for the lower and 30,000N for upper compared to the AC bearings which are 17,500N and 11,300N. Thats 73,000N compared to 28,800N. I don't know if that difference is going to give me a problem with rigidity, but the new bearings are rated for 9500 and 13,000 RPM, so I should be able to get the spindle going a little bit faster before it starts over heating.
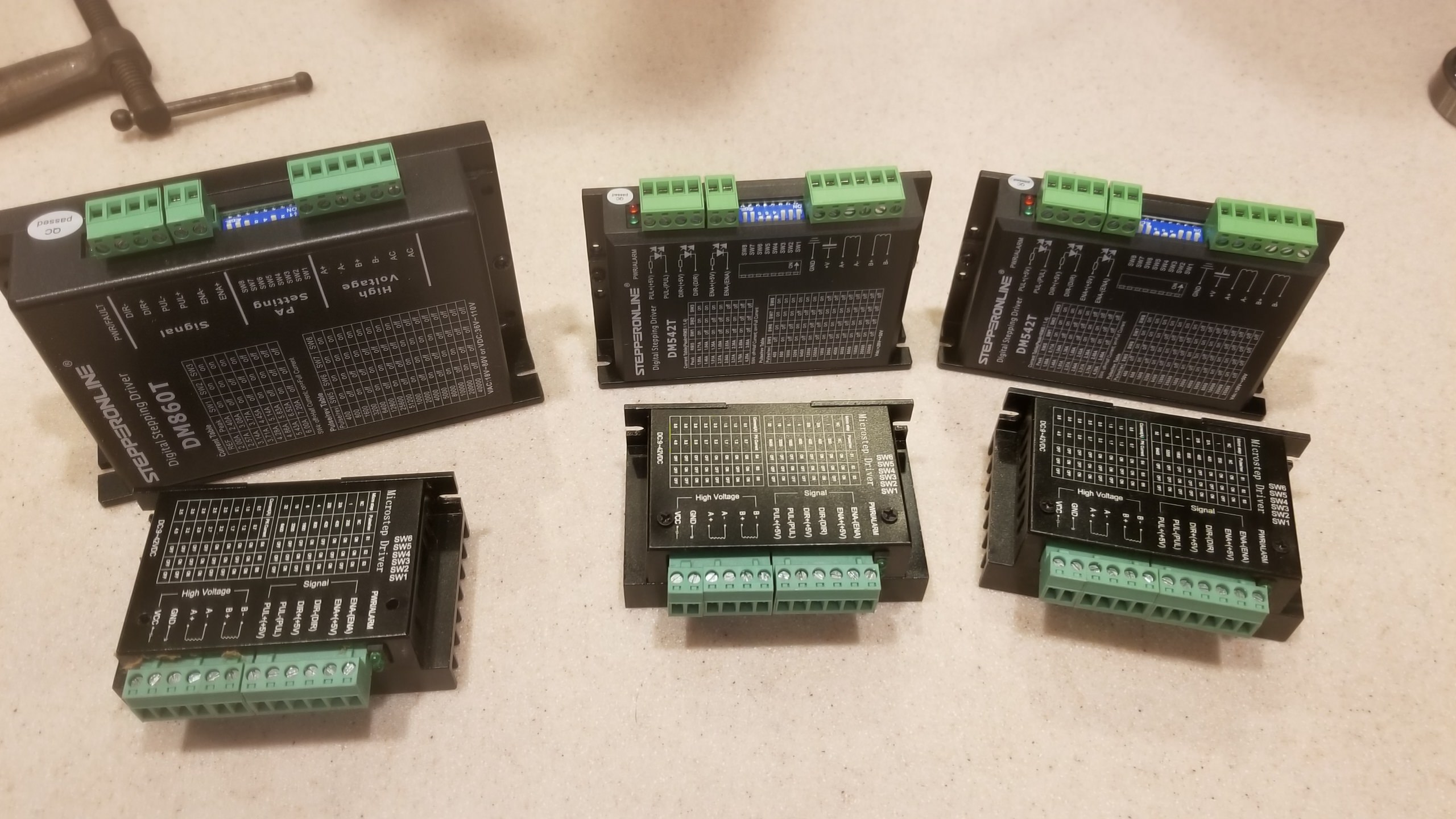
I installed the new stepper drives which made a big difference. The new drives are DM542T from stepper online. The motors are running much quieter and smoother now. I no longer have any stepper hiss going on and under 10 IPM, they are darn close to silent. The TB6600s certainly work, but the DM542Ts sound much better and so far I haven't had any issues with lost steps.
The ballscrews sound rough, but I am getting below .001" backlash on the Y and around .0015" on the X. The X axis screw is currently wiggling like a freshman at her first frat party (or so I would guess, never been to a frat party...) at the floating end and the nut shakes in the holder a bit from the screw not being straight. It will definitely reduce the life of the screw and it sounds rough, but these screws were refunded and I should be able to get a year or two out of them.
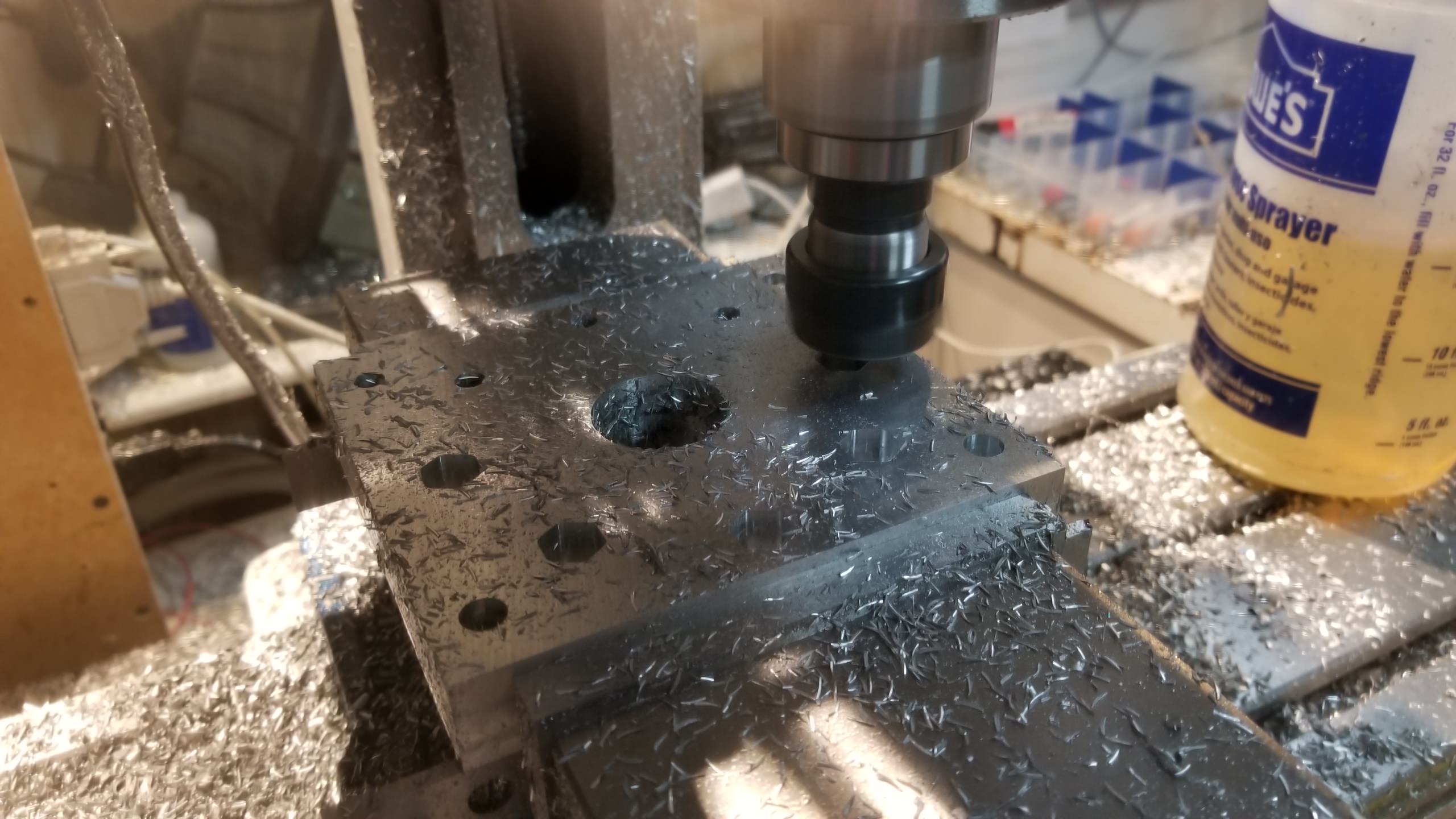
I am just about done with the air cylinder for the draw bar and I have belleville springs in. The draw bar should give me between 2100 and 2500 lbs of pushing force depending on how much pressure I use. The springs are rated for 900lbs working load and 1100 when compressed. I will be running pairs so that should be 1800lbs on the drawbar with 2200 to release. I have the stock all roughed out for the air cylinder mounting and drawbar parts, I just need to run the machine to drill some holes and mill a few parts.
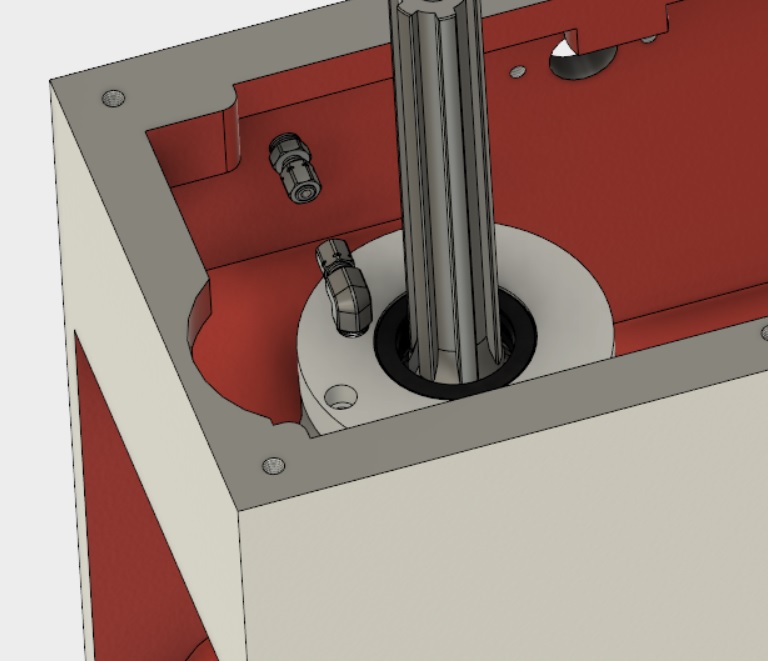
I have made a few changes to the design of the power draw bar as well. I have replaced the entire quill assembly with an aluminum plate that will hold a 6007 C3 bearing rated for 15,000 RPM. The spindle pulley will have one part slide into the bearing and the bore will be a close fit for the spindle shaft. That should support the spindle without needing to deal with the extra 2 large bearings. The plate will also hold the air cylinder and mount the motor. The power draw bar assembly will be floating on shoulder screws and when the cylinder is actuated, it will pull itself up until a steel plate grabs a "top hat" part on the spindle, then it will compress the spring washers and release the tool. The entire thing is made of aluminum, mostly .75" plate, except the top hat which is going to be 12L14 and the plate that grabs the top hat, which is mild steel. I probably don't need to do it with such thick aluminum plate, but the recycling center near me always has a bunch of them that are roughly 9"x30" which I pay roughly $20 for. Ordering online usually costs at least 4 times for the thinner material that would be suitable. I think it is MIC-6 or similar plate because it is definitely cast and it is very flat and consistent over the surface.
The mill has also been used to make soft jaws for the lathe so I can make the tool holders as concentric as possible. I have 8 holders partially finished now, with the .75" shank done and the undercut for the collet finished. 6 of which have had the body also roughed on the mill. Right now, I think it is 3 ER20 holders, 3 set screw, 1 face mill arbor, and 1 drill chuck holder.
Something I forgot to mention is that I tested a 2" 4 insert face mill (one of the super cheap ebay ones) with some aluminum specific inserts, and it was absolutely shredding the plate. It flung chips at least 6 feet from the mill too and took excellent cuts with an incredible surface finish. I was cutting at least .05" deep, 1.25" wide, at something like 20 IPM. I have some short videos of that that I may upload eventually.
Here are the new drivers next to the old ones. The new ones are much heavier as well, even though they don't have an aluminum heat sink (even though the TB6600s were largely for show, very little contact with the sink and the rest of the parts).
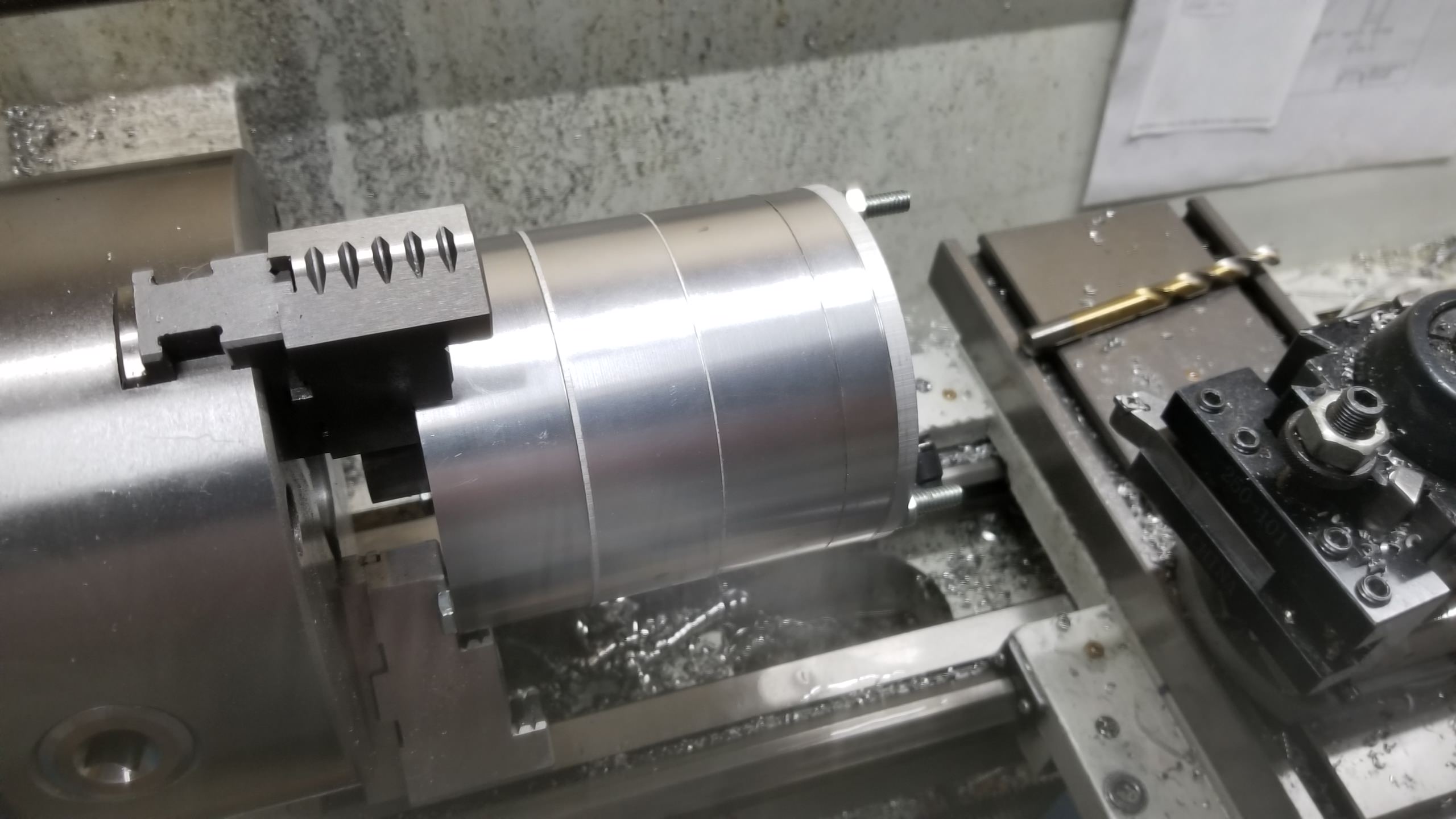
Here is the air cylinder. If you recognize it, its because its a design you can purchase from Hoss. I didn't design this one myself. Once I have it assembled and tested (its been tested and works, just have to epoxy in the seals) completely, I will chuck it up and turn the outer diameter so it is concentric and the same diameter.

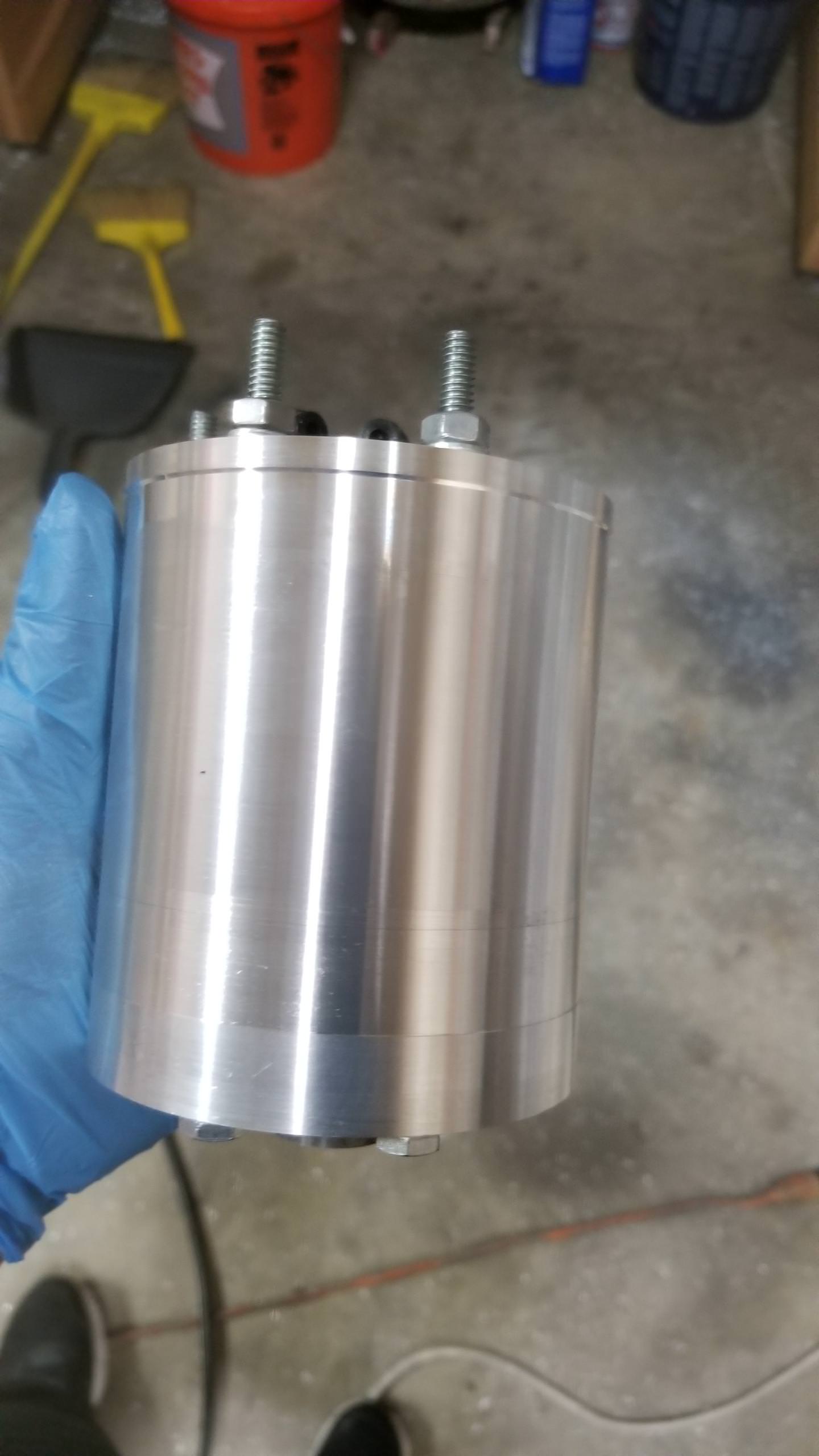
Here is the air cylinder disassembled.

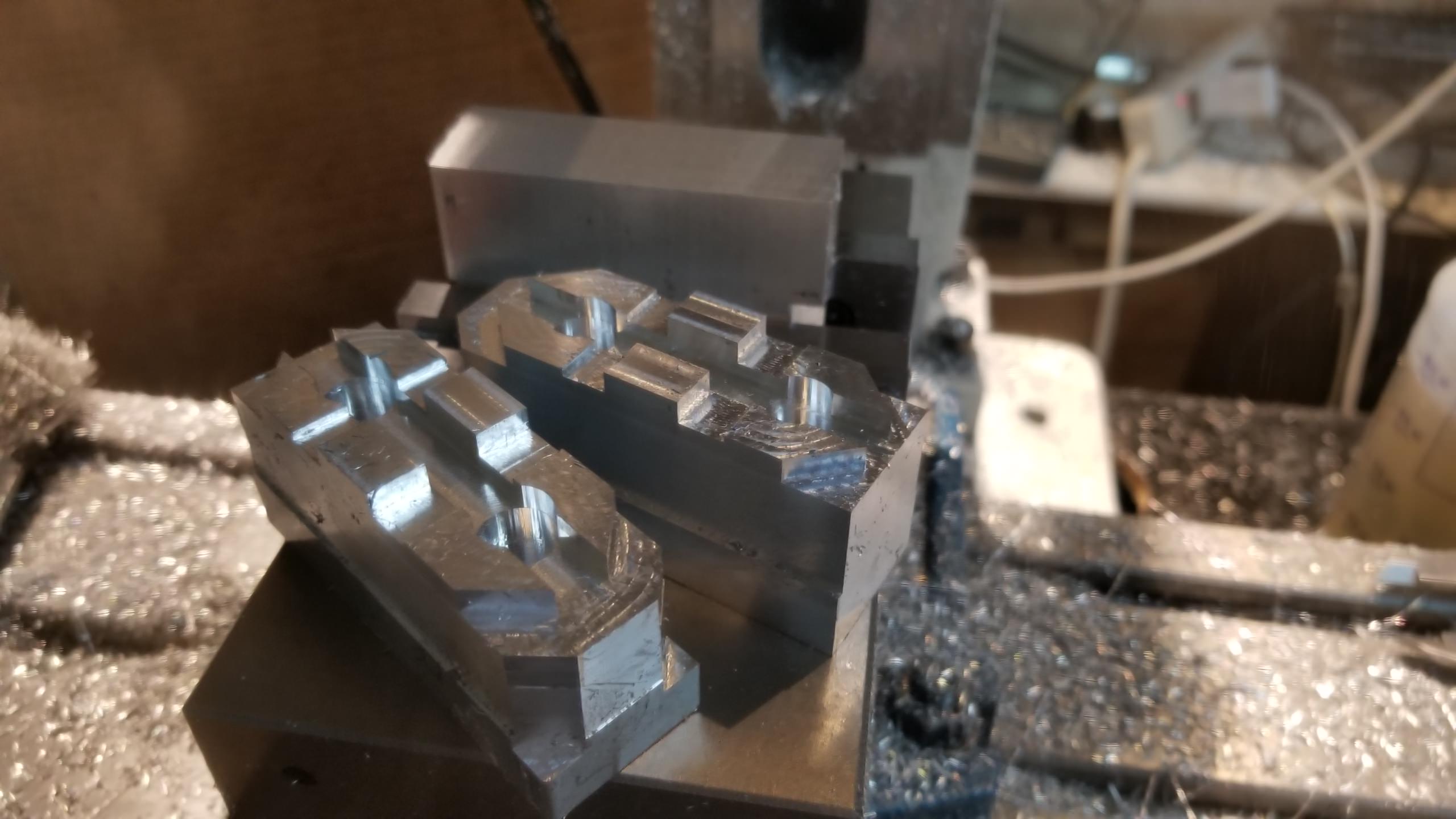
Some soft jaws. Lighting is terrible because the new mill is under the garage door and there are no overhead lights. The rest of the light is blocked by mill head.
Another look.
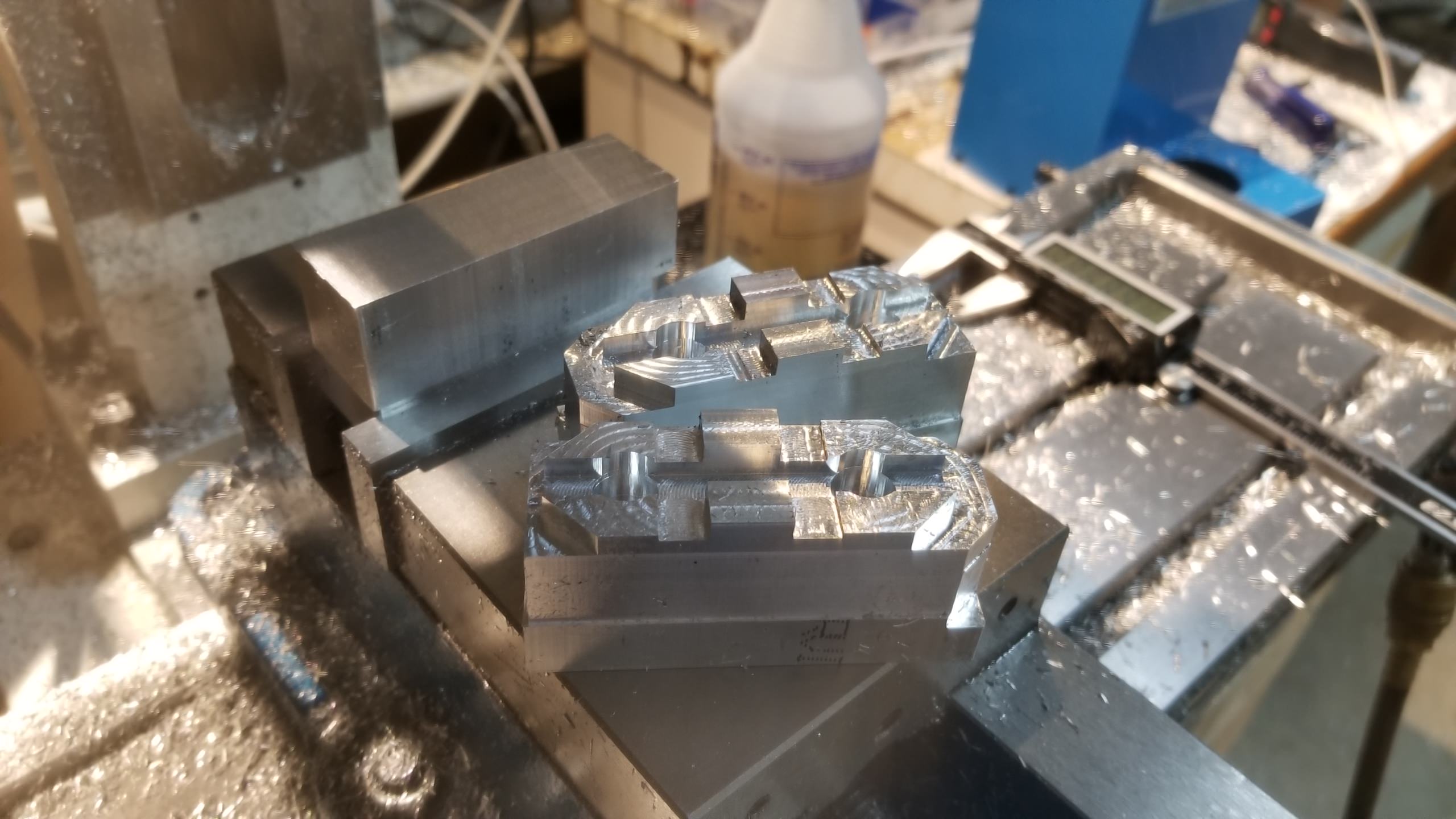
One of the jaws while being machined.

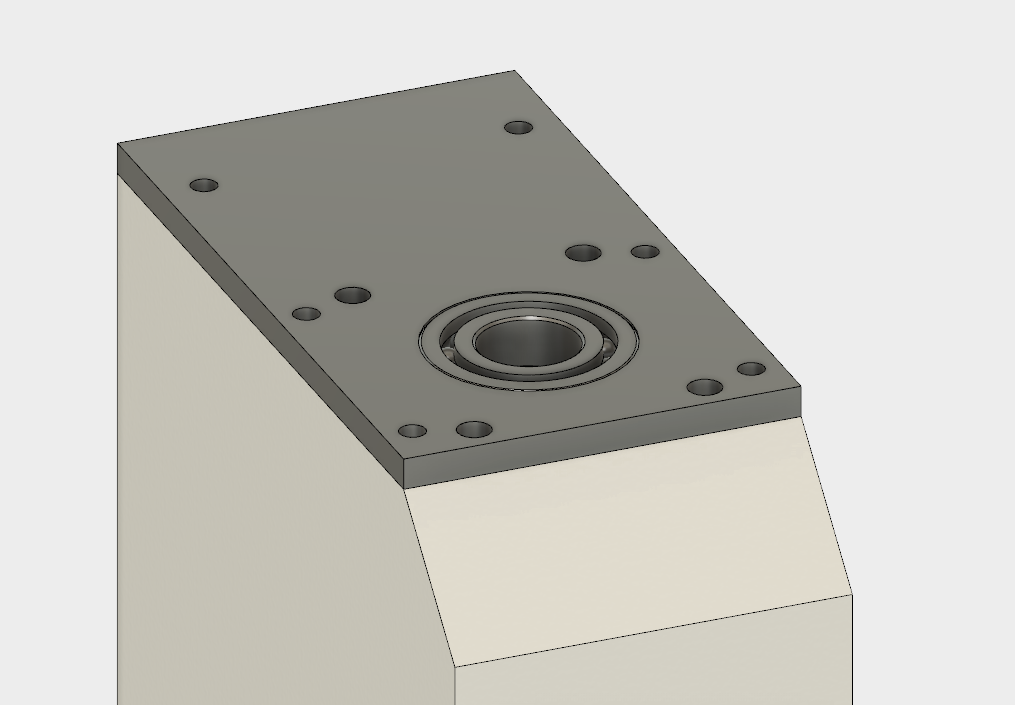
Here is a model of the new plate for the head. This part has already been machined, but I forgot to take a picture of the finished part.
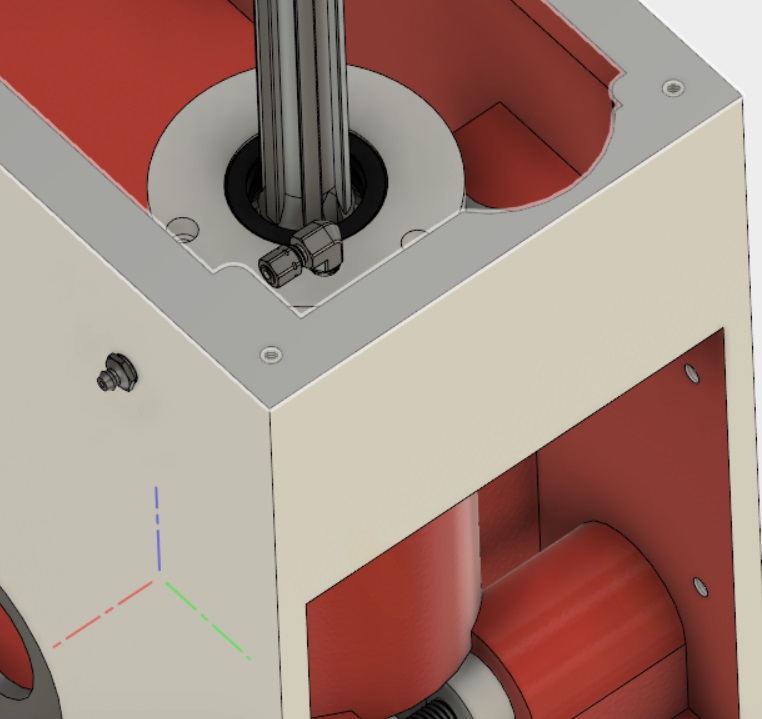
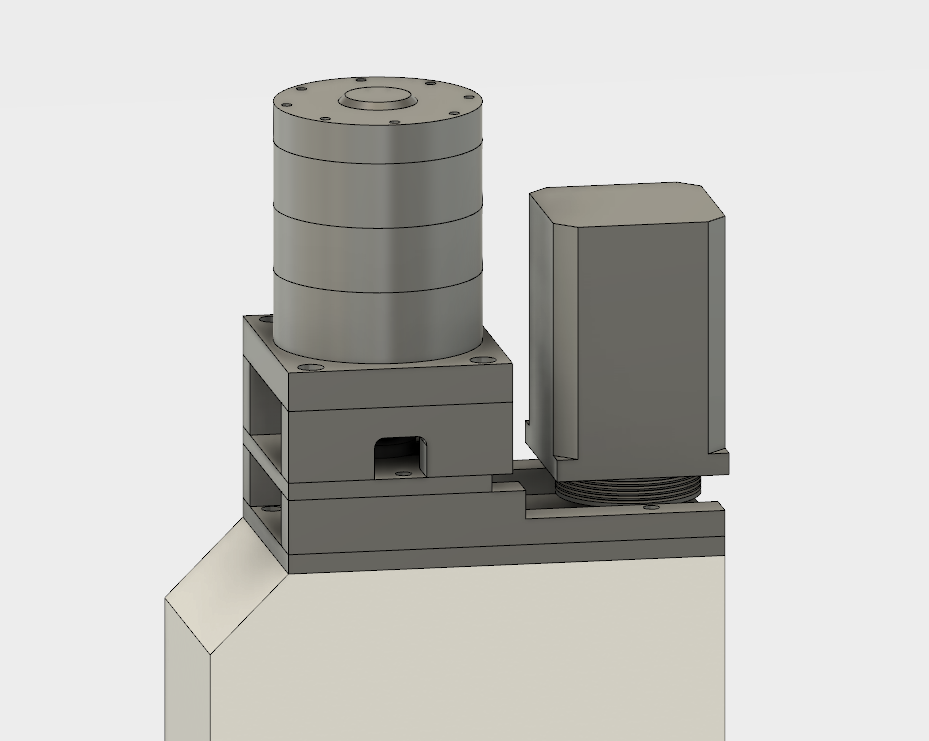
Here is another look at the power draw bar model.
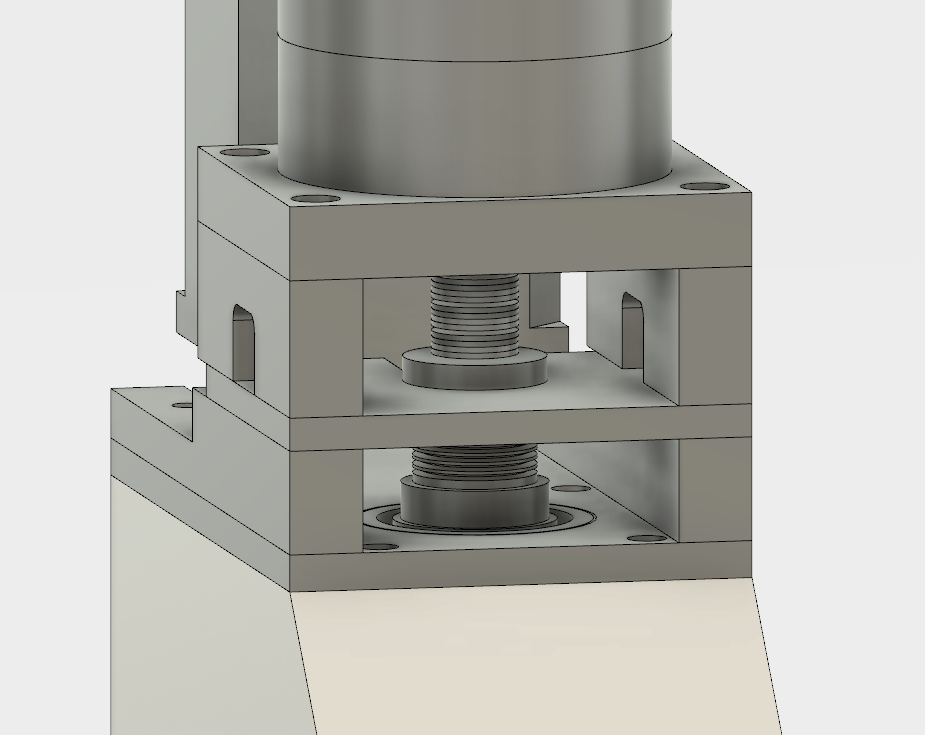
Another angle.
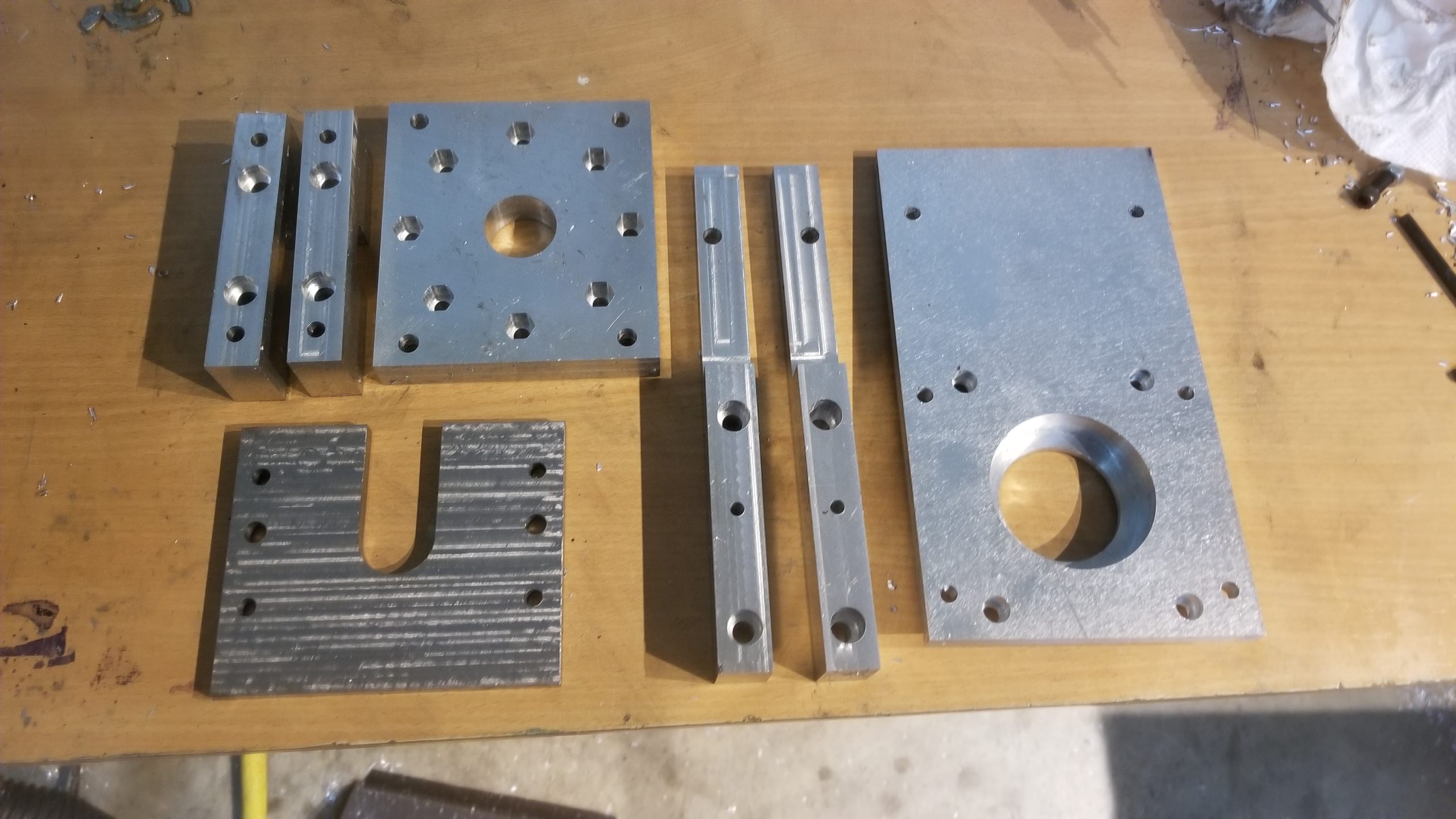
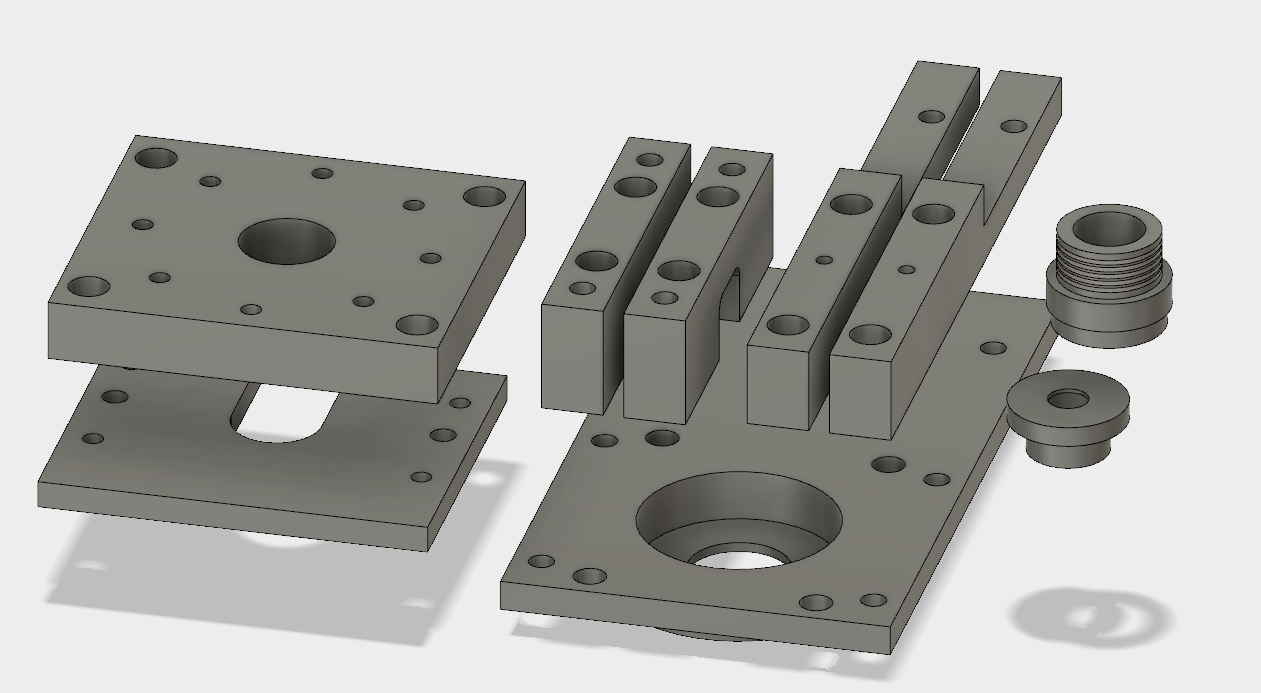
Here is a dissassembled view of the parts I need to make. They are pretty simple parts and now that the stock is roughed out, it shouldn't take long to finish it up.
I have started looking into a new motor for the spindle. I want to eventually speed it up to around 10,000 RPM which means I probably need a faster motor. I have been looking at putting a DMM servo on it, which would give me 3000 RPM continuous and 5000 top speed, which could be pulleyed to 6000 and 10,000. I am talking to them now about what those ratings mean to see if that would be a viable solution. I am also looking at 1-2 HP AC induction motors run with a VFD. I don't know if it will be worth the trouble getting the computer to control the stock spindle motor if it will be replaced soon. Once school gets out (end of next week) I start working full time for the summer, so I will have some extra money to spend.
As always, suggestions, ideas, questions, criticisms, etc are appreciated.
I ordered some new bearings for the spindle since the stock ones are getting really hot at the higher speed. I am a bit worried about these though because the spindle bearings are small. The lower is a 7007B bearing and the upper is a 7005B. The upper bearing is smaller than the upper bearing on my X2. The tapered rollers are rated at 43,000N for the lower and 30,000N for upper compared to the AC bearings which are 17,500N and 11,300N. Thats 73,000N compared to 28,800N. I don't know if that difference is going to give me a problem with rigidity, but the new bearings are rated for 9500 and 13,000 RPM, so I should be able to get the spindle going a little bit faster before it starts over heating.
I installed the new stepper drives which made a big difference. The new drives are DM542T from stepper online. The motors are running much quieter and smoother now. I no longer have any stepper hiss going on and under 10 IPM, they are darn close to silent. The TB6600s certainly work, but the DM542Ts sound much better and so far I haven't had any issues with lost steps.
The ballscrews sound rough, but I am getting below .001" backlash on the Y and around .0015" on the X. The X axis screw is currently wiggling like a freshman at her first frat party (or so I would guess, never been to a frat party...) at the floating end and the nut shakes in the holder a bit from the screw not being straight. It will definitely reduce the life of the screw and it sounds rough, but these screws were refunded and I should be able to get a year or two out of them.
I am just about done with the air cylinder for the draw bar and I have belleville springs in. The draw bar should give me between 2100 and 2500 lbs of pushing force depending on how much pressure I use. The springs are rated for 900lbs working load and 1100 when compressed. I will be running pairs so that should be 1800lbs on the drawbar with 2200 to release. I have the stock all roughed out for the air cylinder mounting and drawbar parts, I just need to run the machine to drill some holes and mill a few parts.
I have made a few changes to the design of the power draw bar as well. I have replaced the entire quill assembly with an aluminum plate that will hold a 6007 C3 bearing rated for 15,000 RPM. The spindle pulley will have one part slide into the bearing and the bore will be a close fit for the spindle shaft. That should support the spindle without needing to deal with the extra 2 large bearings. The plate will also hold the air cylinder and mount the motor. The power draw bar assembly will be floating on shoulder screws and when the cylinder is actuated, it will pull itself up until a steel plate grabs a "top hat" part on the spindle, then it will compress the spring washers and release the tool. The entire thing is made of aluminum, mostly .75" plate, except the top hat which is going to be 12L14 and the plate that grabs the top hat, which is mild steel. I probably don't need to do it with such thick aluminum plate, but the recycling center near me always has a bunch of them that are roughly 9"x30" which I pay roughly $20 for. Ordering online usually costs at least 4 times for the thinner material that would be suitable. I think it is MIC-6 or similar plate because it is definitely cast and it is very flat and consistent over the surface.
The mill has also been used to make soft jaws for the lathe so I can make the tool holders as concentric as possible. I have 8 holders partially finished now, with the .75" shank done and the undercut for the collet finished. 6 of which have had the body also roughed on the mill. Right now, I think it is 3 ER20 holders, 3 set screw, 1 face mill arbor, and 1 drill chuck holder.
Something I forgot to mention is that I tested a 2" 4 insert face mill (one of the super cheap ebay ones) with some aluminum specific inserts, and it was absolutely shredding the plate. It flung chips at least 6 feet from the mill too and took excellent cuts with an incredible surface finish. I was cutting at least .05" deep, 1.25" wide, at something like 20 IPM. I have some short videos of that that I may upload eventually.
Here are the new drivers next to the old ones. The new ones are much heavier as well, even though they don't have an aluminum heat sink (even though the TB6600s were largely for show, very little contact with the sink and the rest of the parts).
Here is the air cylinder. If you recognize it, its because its a design you can purchase from Hoss. I didn't design this one myself. Once I have it assembled and tested (its been tested and works, just have to epoxy in the seals) completely, I will chuck it up and turn the outer diameter so it is concentric and the same diameter.
Here is the air cylinder disassembled.
Some soft jaws. Lighting is terrible because the new mill is under the garage door and there are no overhead lights. The rest of the light is blocked by mill head.
Another look.
One of the jaws while being machined.
Here is a model of the new plate for the head. This part has already been machined, but I forgot to take a picture of the finished part.
Here is another look at the power draw bar model.
Another angle.
Here is a dissassembled view of the parts I need to make. They are pretty simple parts and now that the stock is roughed out, it shouldn't take long to finish it up.
I have started looking into a new motor for the spindle. I want to eventually speed it up to around 10,000 RPM which means I probably need a faster motor. I have been looking at putting a DMM servo on it, which would give me 3000 RPM continuous and 5000 top speed, which could be pulleyed to 6000 and 10,000. I am talking to them now about what those ratings mean to see if that would be a viable solution. I am also looking at 1-2 HP AC induction motors run with a VFD. I don't know if it will be worth the trouble getting the computer to control the stock spindle motor if it will be replaced soon. Once school gets out (end of next week) I start working full time for the summer, so I will have some extra money to spend.
As always, suggestions, ideas, questions, criticisms, etc are appreciated.