

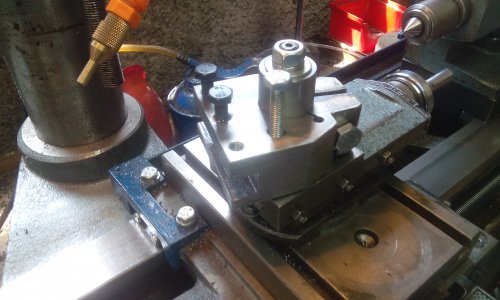
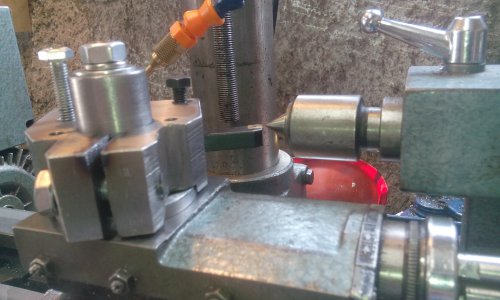
Many years I hate when I work with my lathe and when I need to change tool for new one I need to play with shims. There is not enough shims or they are to thick. On Pinterest I find how to make QCTP Norman patent toolpost. So I try and there is results from my work.

This is drawing what I made with some modifications. There is one modification what is not in drawing and I think it is critical for qctp to work correctly. When I made this toolpost, I find that it hard or almost impossible to secure it to central column. So I make modification to original drawing, I bore two holes and with saw cut material to hole. I made two holes, but it works nice with one.
This is drawing what I made with some modifications. There is one modification what is not in drawing and I think it is critical for qctp to work correctly. When I made this toolpost, I find that it hard or almost impossible to secure it to central column. So I make modification to original drawing, I bore two holes and with saw cut material to hole. I made two holes, but it works nice with one.



") Thank you sir!
Thank you sir!