I’m having a problem getting good surface finish with my PM-1640TL. I don’t have enough experience to figure out what I’m doing wrong and am looking for ideas or to have my expectations reset. I am assuming based on seeing other PM-1640TL user videos on YouTube that it really should not be very hard to get great results over a wide range of speeds and feeds using carbide inserts and mild steel.
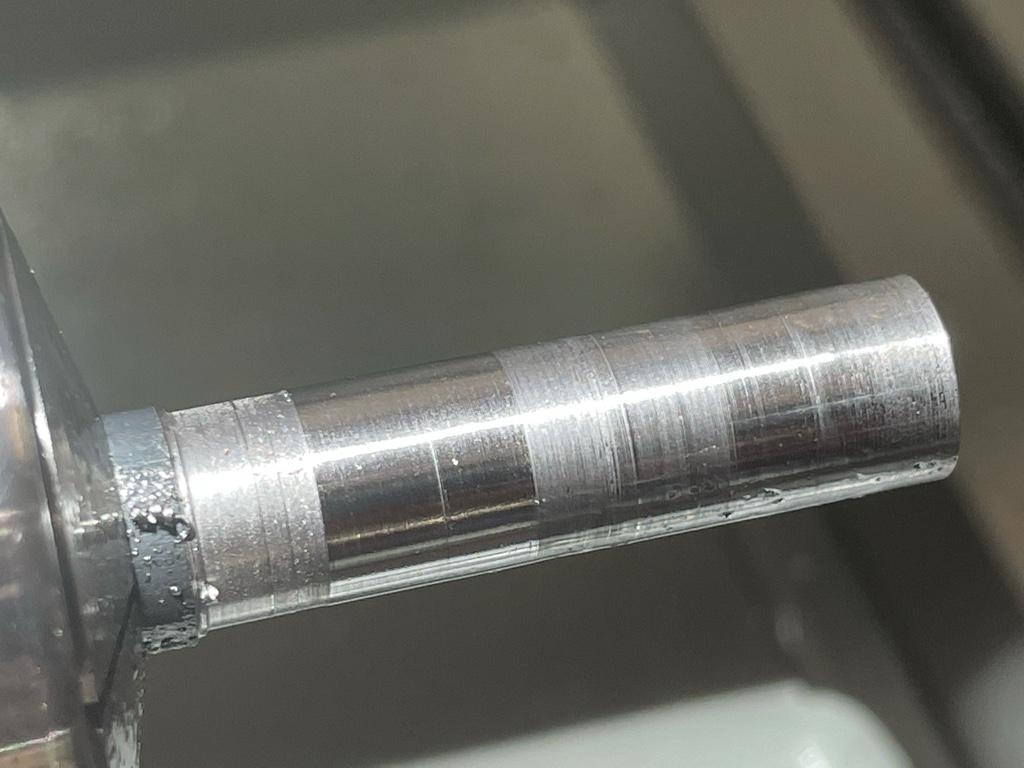
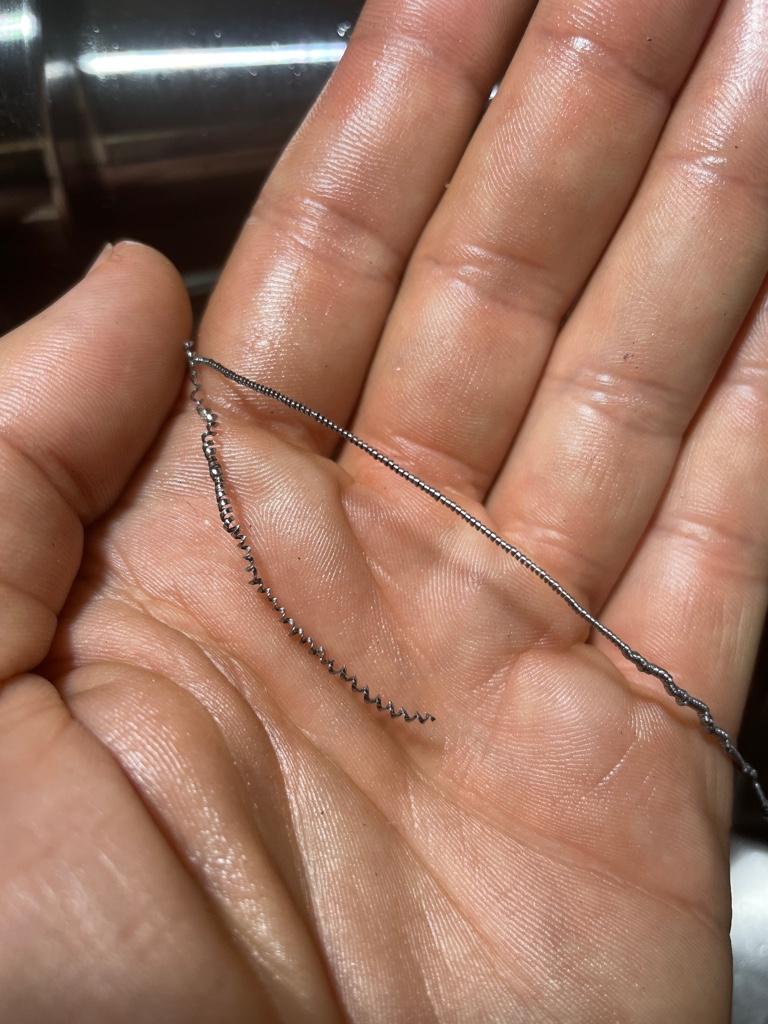
So, in detail, I’m trying to turn 1/2” mild steel with carbide inserts, and I always get some variation of the above picture, where there is inconsistent depth of cut. The chips vary somewhat with the speeds and feeds, but generally speaking are are super tight, regular and curly and bright. I am not really ever able to get them to break and be individual chips, which seems to be the issue maybe?
Things I have tried:
- Depth of cut from 0.001” to 0.040”
- 80 rpm to 1200 rpm
- Fine feed (0.004) through to coarse feed (0.22)
- Different carbide inserts and tool holders (right hand tool, and universal tool)
- High speed steel tool (pre-ground from the retailer and my own grind from blanks, sharp nose radius and large nose radius)
- 3 jaw vs collet chuck
- Tail support vs no tail support
- Two different sources of material
- Coolant vs no coolant
- Adjusting tool height from below center, to on center, to above center
- Tightening the v-belt tension
- Cross slide at 0, 45 and 90 degrees
- Making sure tool holder is square to chuck
- Making sure the tool post is tightened
- Making sure the chuck is tight
- Fixing the VFD frequency to 60hz (disabling the potentiometer speed control in the Hitachi VFD)
The depth of cut variation is like a thou or so. It’s more than just showing spiral tool marks, and it varies wildly.
The setup appears quite rigid and overkill to my (inexperienced) naked eye.
If I use emory paper to smooth down the result to debug it, it takes like 15 min with 340 grit and I am able to see during that process that some of the “banding” are quite deep grooves (and take forever to remove).
Ideas on what I’m doing wrong?