POTD was repairing my 10” Craftsman table saw blade tilt function. I toasted the original motor around 30 yrs. ago and replaced it with a HF 2 HP motor. I made a stand for my 6” joiner and table saw out of angle iron and plywood, used the joiner to straighten an edge before sawing. Also made rips ~1/32” oversized, then joined the edge to clean off the saw marks. Made sense to tie the two tools together on one stand.
The replacement motor lasted a few years, then cooked that one too. I’d replaced it with a Baldour 1 ½ HP industrial commercial motor which has served me well for the last 25 years. Down side was the motor is longer than the HF motor, so didn’t quite fit the stand. I knew that if I tilted the blade on the table saw, I had to manual lift the motor to keep it from catching on the angle iron. I knew it so no big deal.
Well, fast forward a few years and my better half was using the saw. I told her about the crank on the side to change the blade angle, but neglected to tell her that there’s a clamp bolt on the front of the saw above the height crank that locks the arbor. Didn’t tell her about the motor interference either. The woman has some arm strength and bent the heck out of the table base side plate.
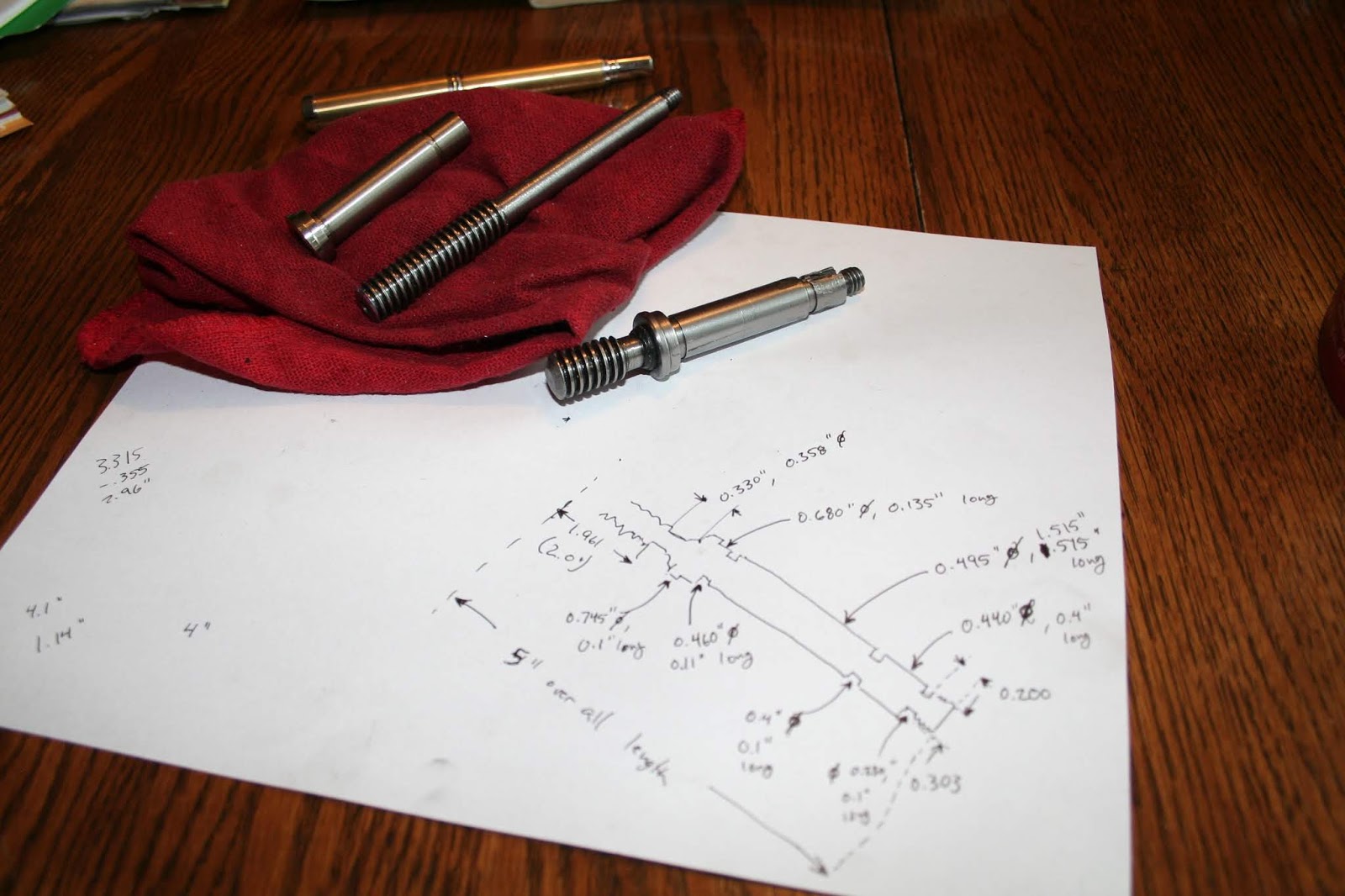
The arbor tilts by a shaft that screws into the saw arbor housing/casting. The opposite end where it passes out the saw cabinet has a ball pinned to the shaft. One half of the socket is a stamping that screws to the cabinet which has the other half of the socket. She managed to put some pretty good bends in the side of the cabinet and trash the stamped inside ball socket. Time for a proper repair.
Top side of the 10" table saw

Tilt crank under the RH side

Hard to see in the photo, but the side of the cabinet was bent from cranking the tilt hand wheel with the arbor assembly locked in place.

Inside the saw, you can see the bent sheet metal here. The inside ball socket bracket is on the LH side of the photo.

Used a piece of ¼” thick mystery CRS for the new inside ball socket plate. Spot drilled and drilled ¼” mounting holes which matched the spacing of the existing cabinet holes. Drilled out the center hole with a ½” drill.
Spot drill the inside half ball socket bracket

Drilled 1/4" clearance holes

1/2" center hole in prep for cutting the ball socket

My Bridgeport has a circa 1983 Anilam Crusader 2-axis CNC set up. One of the G-codes is G76, circular hole milling. This is a REALLY handy routine: Set the cutter on the circle center, plug in the hole diameter, cutter diameter and issue G76. The path moves on a 45 deg. angle (1:30) and stops just short of the circle edge. Then does a path change to come onto the tangent point of the circle at 12 o’clock and continues to make a circle going CCW (climb cutting). Finishes the circle at 12 o’clock, pulls off the perimeter to 10:30, then returns to center. I used the G76 routine with a 3/8” end mill to hog out a ¾” hole for the start of the ball socket.
Used a 3/8" end mill and a CNC routine to open the 1/2" hole to a 3/4" clearance hole

Then changed to a ¾” ball end mill to cut the socket. The ball on the table saw tilt shaft mic’d at 0.985”, so I plugged in a 0.99” circle diameter and a ¾” end mill. Ran the G76 routine again to make the half-socket. Advanced the tool a bit for each pass until the hole measured 0.99”.
3/4" ball end mill running a CNC routine to cut a 0.990" diameter hole

Kept stepping the cut down until the original 3/4" hole was opened to 0.990"

The ball on the tilt shaft is pinned, depth in the socket on the original stamped bracket was to the middle of the spring pin. So made passes with the ¾” ball end mill until dry-fitting the tilt shaft was midway on the spring pin.
Original stamped bracket on the tilt shaft ball; looked to be half-way deep on the spring pin

Checked for depth on the new ball socket bracket with the tilt shaft ball

I reinforce the outside of the saw cabinet with a piece of ¼” aluminum bar stock. Held the aluminum on the outside of the cabinet and traced the hole with a paint marker. Set the bar stock on the mill and used a laser center finder to find X (though nothing critical). Our son was home from college so it was a good time to show him the technique. I didn’t hold the aluminum at the center in Y when tracing the hole, so found center of the tracing with the laser, zero’d X, then moved Y to the middle of the aluminum and zero’d.
Roughly found the center of a paint marked hole from the saw cabinet. Plan was to position for X with the laser, then move Y to the center of the aluminum plate

Drilled ¼” holes for tying the reinforcing plate to the cabinet, mounting holes for the ball socket bracket and a center hole.
1/4" mounting holes and center clearance hole

Plan was to hog out a clearance hole in the center to clear the stamped cabinet side of the ball socket. Diameter was 1.125”, so used G76 again with a 1.125” diameter hole and a 1/2” end mill.

Set the aluminum reinforcing plate in place and positioned it with a couple of ¼” bolts. Transfer punched the position of the mounting bolts. Drilled the clearance holes and bolted the inside ball socket plate and outer reinforcing plate in place.
Transfer punching the upper/lower mounting holes for the reinforcing plate

Outside plate bolted in place

Inside view of the new half-ball socket bracket

Outside of the reinforcement and cleared out hand room for the hand wheel

Works wonderfully! I took advantage of the saw being unbolted to the clear away some of the wooden frame for the side extension table, kept rubbing my hand on the edge. Also repositioned the saw on the stand so I no longer have to fiddle with holding the motor “just so” to tilt the saw blade.


Thanks for looking.
Bruce


")










.JPG")
.JPG")
.JPG")


