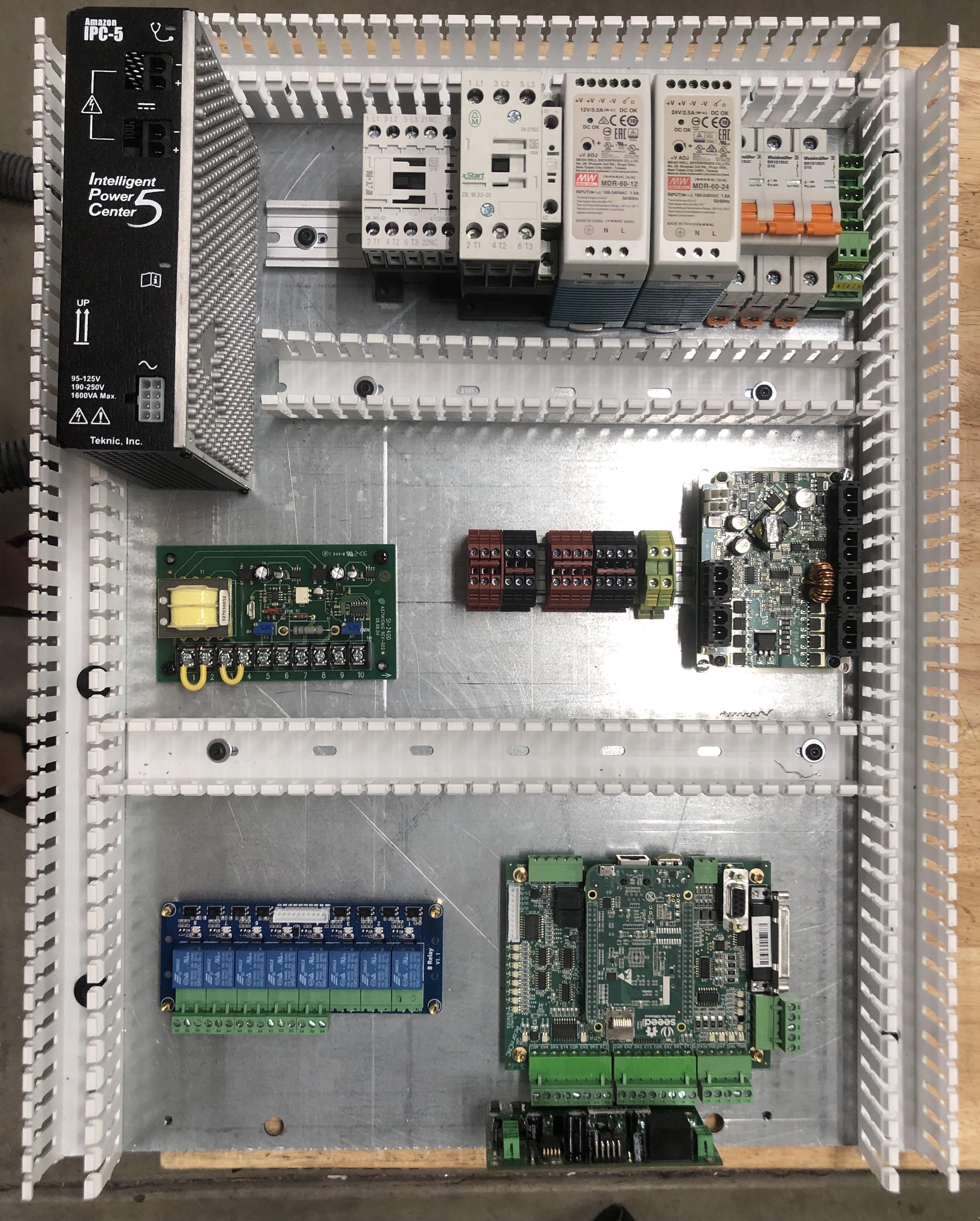
Picture of the CNC control box about half way wired. All 4 stepper drives are at lower right. Two large power supplies (36 & 48V) are at the upper right. Acorn power supply, Acorn board and Acorn relay board are at left. Fans are at the left side which will become the bottom. Outlets are at the right in the picture (will be top).
The box is 18x18x6. If I had it to do over I would go with a slightly larger box (20x20 would help a lot). I got it all in there but it is tight. I had to stack the two large power supplies so I added a heat sink to the 36V and bolted it to the aluminum base plate.
I keep thinking I will 'finish it this weekend' but then something comes up and I don't get much if any time to work on it.
The box is 18x18x6. If I had it to do over I would go with a slightly larger box (20x20 would help a lot). I got it all in there but it is tight. I had to stack the two large power supplies so I added a heat sink to the 36V and bolted it to the aluminum base plate.
I keep thinking I will 'finish it this weekend' but then something comes up and I don't get much if any time to work on it.