

- Joined
- Nov 26, 2018
- Messages
- 261
I found this pair of 12" calipers off of ebay a few years ago and am now getting to regrinding them to them back to factory condition. As is the primary measuring jaws have less then a thou of error from top to bottom, visible in person as a light gap between the jaws but not possible to photograph. The secondary jaws had a more pronounced error of about a thou and a half when measured with the micrometer top to bottom, the light gap shown in zoom.



The fist step was the straiten the rail by lapping, the existing error in straightness was measured by test indicator over the surface plate and by micrometer throughout the length. The rail was hourglass shape with about a half thou on both sides. The lapping is done by highlighting the high spots then lapping with well placed presser to progressively flaton the piece. A one inch square block is used to hold the rail on edge and square to the lap. The error eventually came to about one third of what is was formally.



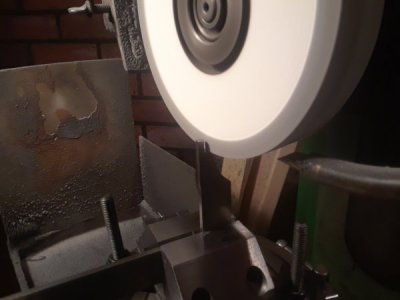
Second procedure came to grinding the primary jaws, this was simply done with the use of a tool makers vise, and the type 5 grinding wheel that can reach into corners.

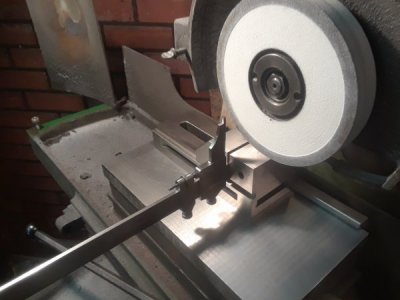
The third procedure was to grind the inner jaws, this was a lengthy procedure of setting up the centering vise on the rotary table and establishing the radios to be ground. While on the granite a brass pin of the diameter of the thickness of the jaw of the calipers was placed in the centering vise, then rotated to center the vise to the axis of the rotary table. The caliper jaw was placed in the vise and the measurement was repeating to ensure that the two sides were at equivalent radios from the axis as to the existing jaw. The radios to the existing jaws a fair bit flatter than the thickness of the jaw, and using the jaw thickness made for a direct measurement to transfer to the new radios.


At the grinder, the rotary table could be simply brought to the grinder. At initial contact the jaw to the grinding wheel the end can be revolved to 45deg to each side to complete the grind. The assembly was brought back to the granite plate and repeated with the moving jaw, the rail was removed just before moving to the grinder.

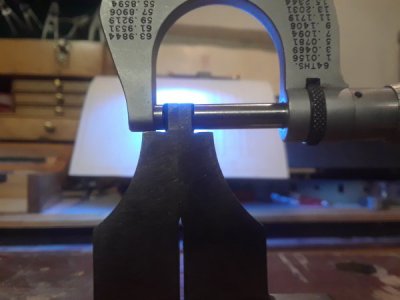
With the light check there is no light to be seen, and under a tenth difference measured with the micrometer from top to bottom. I used an endmill holder to calibrate the secondary jaws and adjust the vernier scale, the primary jaws can be calibrated simply by closing them.


Final check was to measure an arbitrary id and od, and compare to the micrometer and telescoping gauge. Aside from now knowing that I need to be a little more firm measuring I was able to compare other round objects around the shop and consistently read to the thou with these calipers.
The fist step was the straiten the rail by lapping, the existing error in straightness was measured by test indicator over the surface plate and by micrometer throughout the length. The rail was hourglass shape with about a half thou on both sides. The lapping is done by highlighting the high spots then lapping with well placed presser to progressively flaton the piece. A one inch square block is used to hold the rail on edge and square to the lap. The error eventually came to about one third of what is was formally.
Second procedure came to grinding the primary jaws, this was simply done with the use of a tool makers vise, and the type 5 grinding wheel that can reach into corners.
The third procedure was to grind the inner jaws, this was a lengthy procedure of setting up the centering vise on the rotary table and establishing the radios to be ground. While on the granite a brass pin of the diameter of the thickness of the jaw of the calipers was placed in the centering vise, then rotated to center the vise to the axis of the rotary table. The caliper jaw was placed in the vise and the measurement was repeating to ensure that the two sides were at equivalent radios from the axis as to the existing jaw. The radios to the existing jaws a fair bit flatter than the thickness of the jaw, and using the jaw thickness made for a direct measurement to transfer to the new radios.
At the grinder, the rotary table could be simply brought to the grinder. At initial contact the jaw to the grinding wheel the end can be revolved to 45deg to each side to complete the grind. The assembly was brought back to the granite plate and repeated with the moving jaw, the rail was removed just before moving to the grinder.
With the light check there is no light to be seen, and under a tenth difference measured with the micrometer from top to bottom. I used an endmill holder to calibrate the secondary jaws and adjust the vernier scale, the primary jaws can be calibrated simply by closing them.
Final check was to measure an arbitrary id and od, and compare to the micrometer and telescoping gauge. Aside from now knowing that I need to be a little more firm measuring I was able to compare other round objects around the shop and consistently read to the thou with these calipers.