- Joined
- Jul 6, 2022
- Messages
- 498
One more problem fixed today:
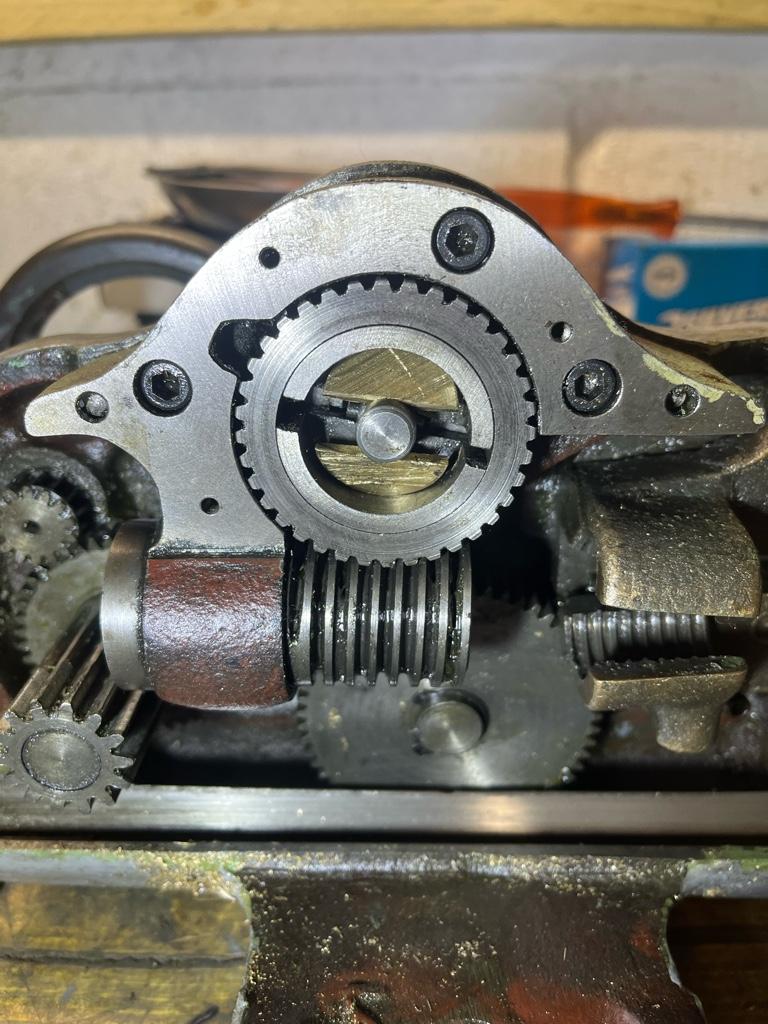
I made the ‘half moon’ (anyone know the real name for these?) parts to push the shoes out to engage the gear and worm drive. I made them out of brass for two reasons 1) that’s what I had to hand in roughly the right size 2) I don’t have any real dimensions for these parts. I couldn’t find that info anywhere. So I figure if they’re the wrong size and in being so cause some wear, I’d rather my parts wear instead of the shoes.
I now have a working power feed!
Sent from my iPhone using Tapatalk
I made the ‘half moon’ (anyone know the real name for these?) parts to push the shoes out to engage the gear and worm drive. I made them out of brass for two reasons 1) that’s what I had to hand in roughly the right size 2) I don’t have any real dimensions for these parts. I couldn’t find that info anywhere. So I figure if they’re the wrong size and in being so cause some wear, I’d rather my parts wear instead of the shoes.
I now have a working power feed!
Sent from my iPhone using Tapatalk
Last edited: