

- Joined
- Nov 25, 2015
- Messages
- 335
Good morning all.
I would like to pose a cumulative challenge to the group..... a “Covid 19” project. I’d like to invite you all into my shop to help me solve a problem. Due to space and pandemic limitations I will use the forum instead!
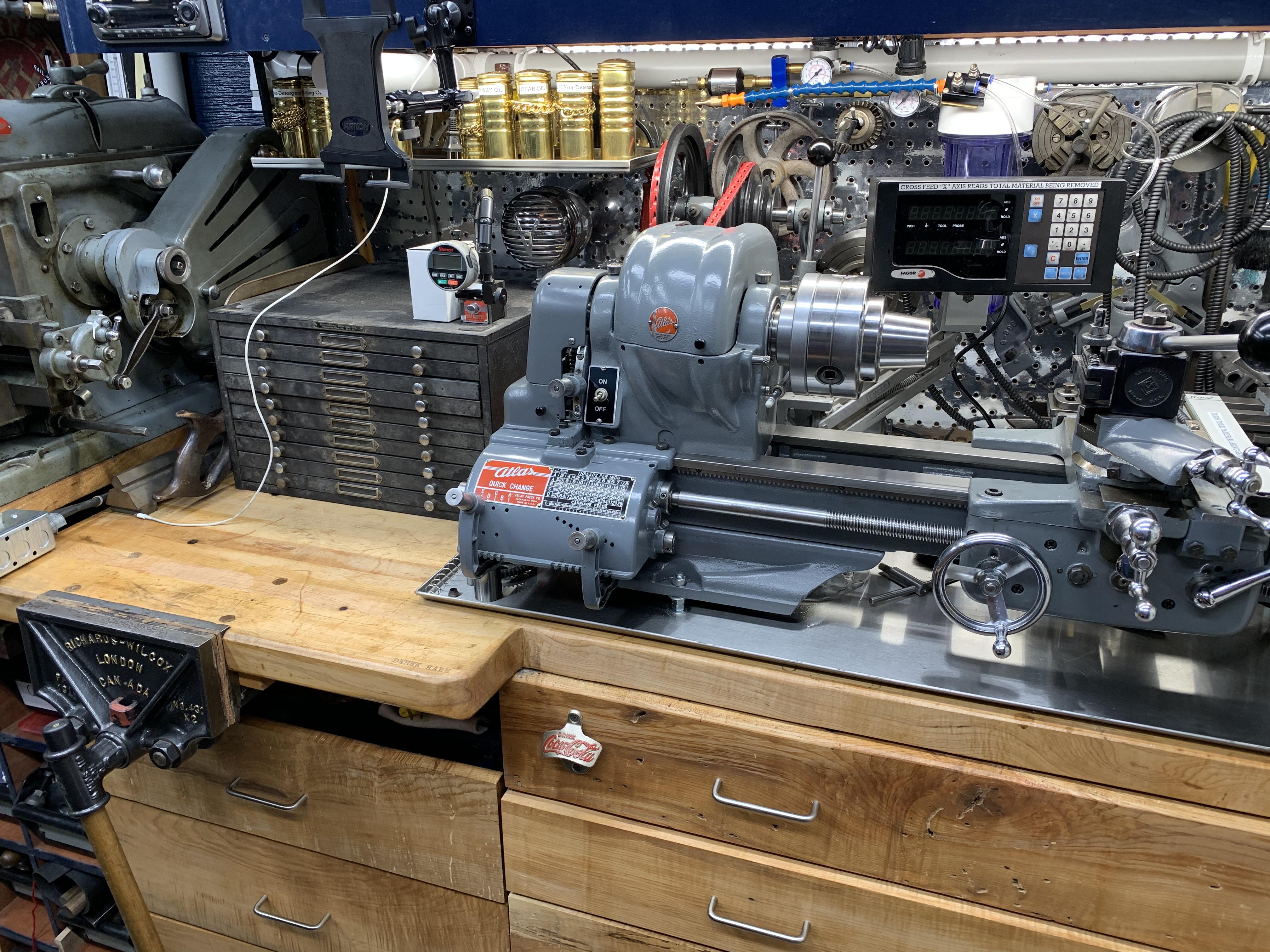
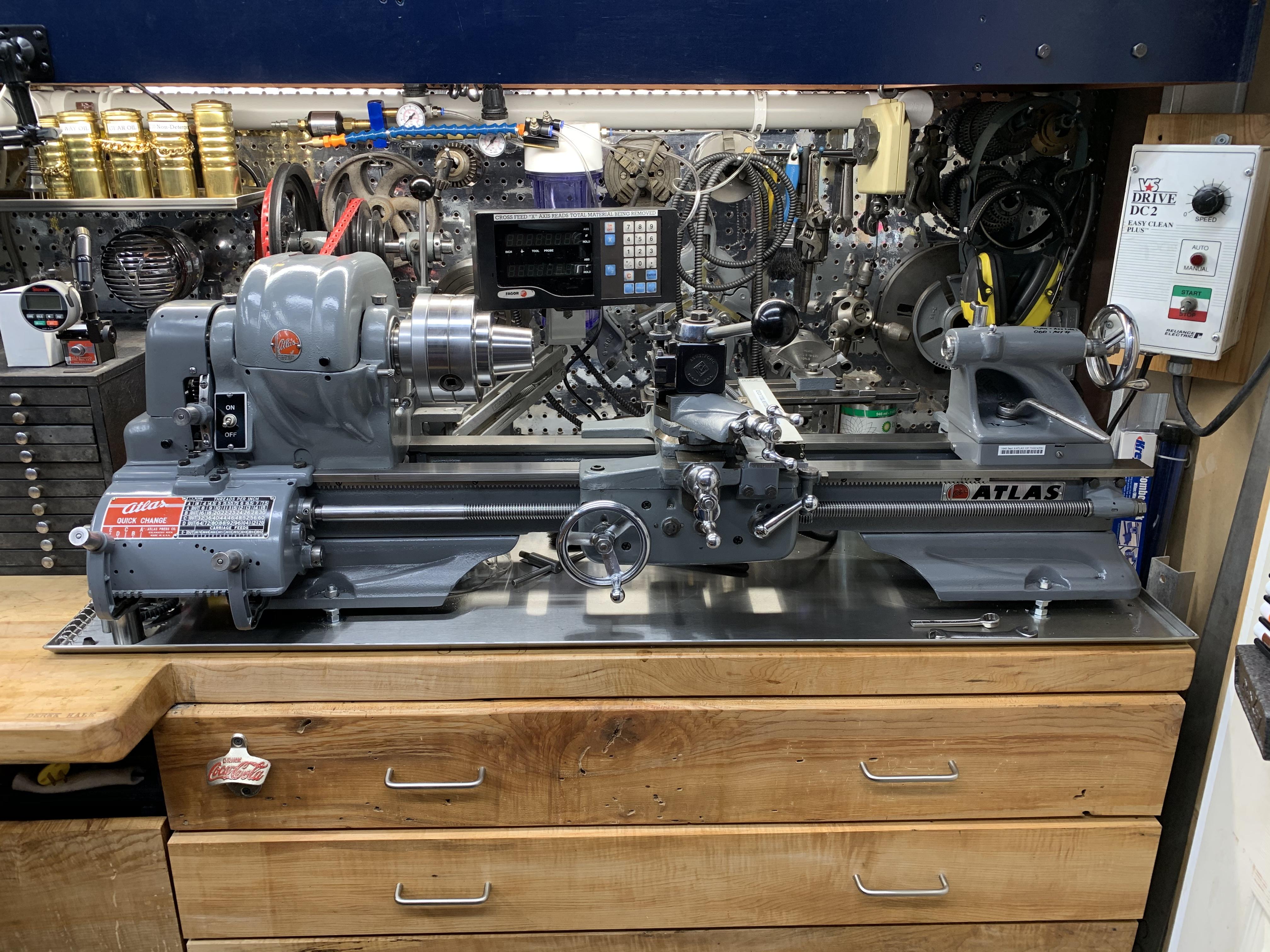
I have a 1948 Atlas 10F. I did a complete rebuild and the lathe is “as new”. The bed was reground, bearings checked, everything cleaned to bare metal and then reassembled.
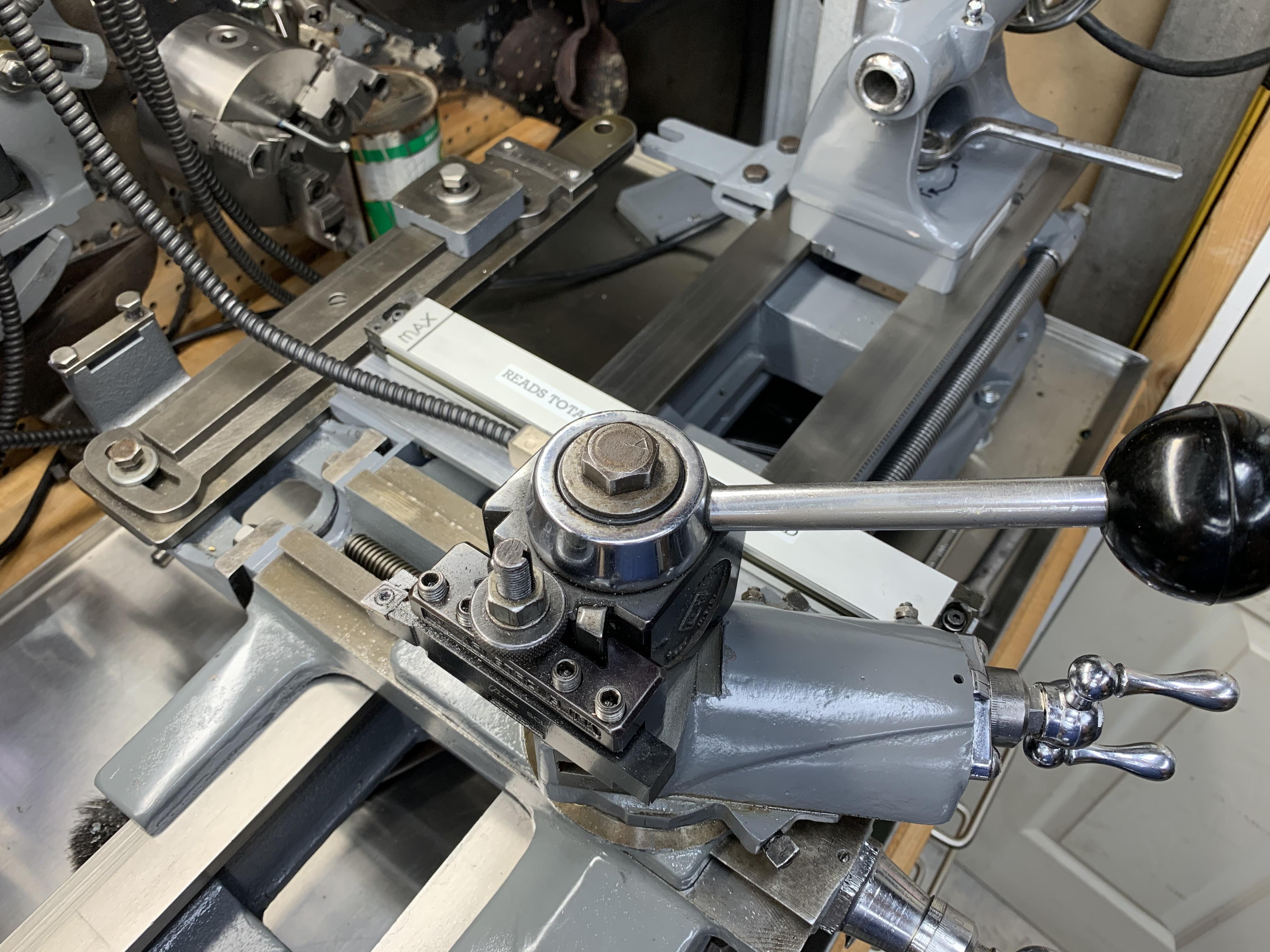
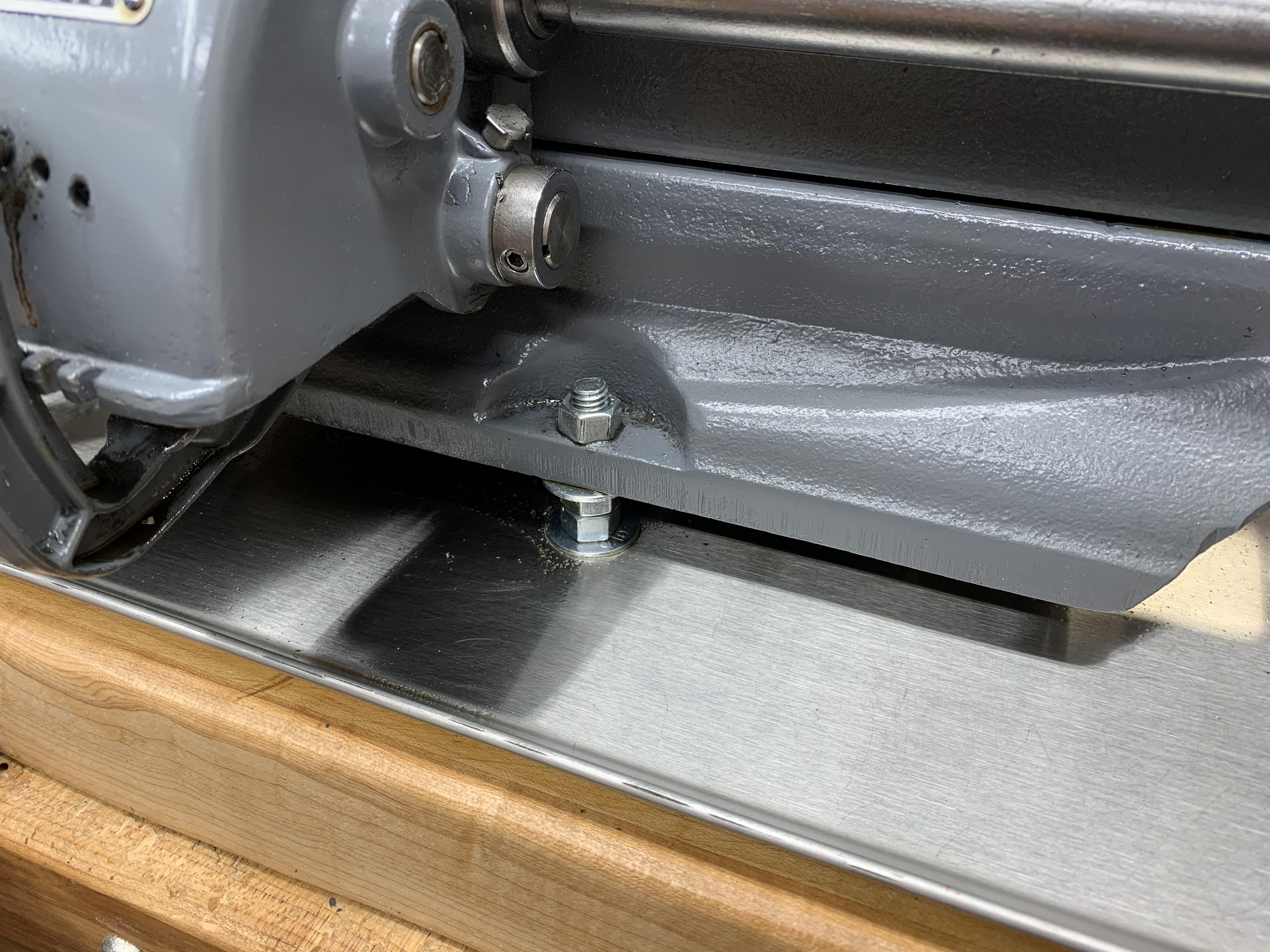
I have adjusted the carriage gibs so that the carriage slides but has a bit of resistance. The cross slide has about the same resistance. The compound gibs are considerably tighter. The headstock is tightly attached, and headstock spindle bearings adjusted correctly with appropriate preload. I have an Armstrong QCTP that is tightly affixed to the compound and there is little to no overhang from centreline when using HSS or Carbide. The lathe is level and flat and is attached at the four mounting points directly to a 2 inch butcher block top. That top is attached to a 300 lb set of plywood cabinets with approximately 750 lb of tooling etc within.
I have an Edge Technologies “gadget” that helps to set the tool height exactly on the lathe centreline. I have checked with a special Edge Technologies bar that the headstock and tail stock are in line with one another. I have spent the money and done every conceivable thing that I can think of and spent significant resources to make my “turning experience” pleasant; but it REALLY IS AWEFUL!!! (That was the clean way of saying what I want to say).
When I put a piece of stock into the chuck, I look at the material, the feed, the speed, and once I start turning I have on one occasion gotten nice chips (in mild steel) but in most cases I get a surface finish rivaled by a teenagers “zit covered” face and vibrations that my wife says put ripples in her coffee 2 floors up. (I’m in the basement). Even with aluminum the lathe often vibrates like an ultrasonic cleaner!
I watch a lot of youtube and I am so “p’d” off that I cannot seem to get my lathe to “play nicely”. It isn’t from lack if trying, and certainly not from lack of investment...... it is due to a gross lack of experience, which is why I put this to you all for help. These lathes were touted by Atlas as being sufficient in shops, labs and schools, and while I don’t expect performance from it that one might get from a big Monarch, I do expect more than what a Taig, Sherline or smaller Atlas 618 would give..... and maybe that thinking is wrong. Please, I implore the group to look at the pics, call out ANY error, make any suggestion, throw out any idea no matter how ridiculous and I will check it, try it and/or adopt it.
This lathe SHOULD be able to do the light machining I ask of it without rattling my 46 year old teeth out if my head. Any and ALL input appreciated!! I apologize if this thread repeats one that has been done in the past, but I would like you (my buddies) to look at the setup and help me solve the problem..... I’m out of ideas.
Best regards,
Derek




Sent from my iPhone using Tapatalk
I would like to pose a cumulative challenge to the group..... a “Covid 19” project. I’d like to invite you all into my shop to help me solve a problem. Due to space and pandemic limitations I will use the forum instead!
I have a 1948 Atlas 10F. I did a complete rebuild and the lathe is “as new”. The bed was reground, bearings checked, everything cleaned to bare metal and then reassembled.
I have adjusted the carriage gibs so that the carriage slides but has a bit of resistance. The cross slide has about the same resistance. The compound gibs are considerably tighter. The headstock is tightly attached, and headstock spindle bearings adjusted correctly with appropriate preload. I have an Armstrong QCTP that is tightly affixed to the compound and there is little to no overhang from centreline when using HSS or Carbide. The lathe is level and flat and is attached at the four mounting points directly to a 2 inch butcher block top. That top is attached to a 300 lb set of plywood cabinets with approximately 750 lb of tooling etc within.
I have an Edge Technologies “gadget” that helps to set the tool height exactly on the lathe centreline. I have checked with a special Edge Technologies bar that the headstock and tail stock are in line with one another. I have spent the money and done every conceivable thing that I can think of and spent significant resources to make my “turning experience” pleasant; but it REALLY IS AWEFUL!!! (That was the clean way of saying what I want to say).
When I put a piece of stock into the chuck, I look at the material, the feed, the speed, and once I start turning I have on one occasion gotten nice chips (in mild steel) but in most cases I get a surface finish rivaled by a teenagers “zit covered” face and vibrations that my wife says put ripples in her coffee 2 floors up. (I’m in the basement). Even with aluminum the lathe often vibrates like an ultrasonic cleaner!
I watch a lot of youtube and I am so “p’d” off that I cannot seem to get my lathe to “play nicely”. It isn’t from lack if trying, and certainly not from lack of investment...... it is due to a gross lack of experience, which is why I put this to you all for help. These lathes were touted by Atlas as being sufficient in shops, labs and schools, and while I don’t expect performance from it that one might get from a big Monarch, I do expect more than what a Taig, Sherline or smaller Atlas 618 would give..... and maybe that thinking is wrong. Please, I implore the group to look at the pics, call out ANY error, make any suggestion, throw out any idea no matter how ridiculous and I will check it, try it and/or adopt it.
This lathe SHOULD be able to do the light machining I ask of it without rattling my 46 year old teeth out if my head. Any and ALL input appreciated!! I apologize if this thread repeats one that has been done in the past, but I would like you (my buddies) to look at the setup and help me solve the problem..... I’m out of ideas.
Best regards,
Derek
Sent from my iPhone using Tapatalk
Last edited:

