
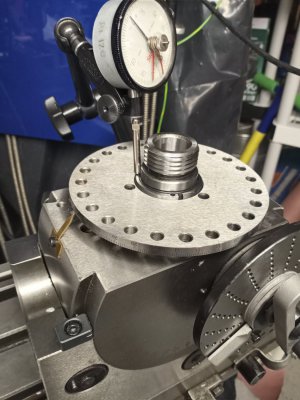
Ok shars bs1 indexer. I had to make a back plate for the chuck. So I did that from one that was already made that you need to machine to final size to fit the chuck. I face the back and front and added relief in the back where it mounts the the indexer. I have about .008 run out and I'm trying to figure out why. But what is even acceptable with these? I have no idea. I checked the back plate on a surface plate and maybe I have .001. So that's good. The indexer itself is maybe .00015 where I belive I should mount it. I'm at a loss of were this is all coming from. The threads? Maybe I have it wrong were it butts up in the shoulder? Any ideas?

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Shars bs-1 index head run out problem
- Thread starter BCwoods
- Start date

- Joined
- Apr 30, 2015
- Messages
- 11,284
How are you holding/mounting the backplate when doing the final machining- I think there lies your answer
- Joined
- Apr 30, 2015
- Messages
- 11,284
If it isn't machined with respect to the threads/register it will be off. Someone correct me if I'm mistaken
I think you would need to hold it in a 4-jaw and indicate it to the thread register (the part without threads)
The better way would be to make a threaded nose stub spindle to match the nose on the div head,
mount the stub in your 4-jaw and indicate it, then screw the plate to that and machine it. Lot of work though.
I think you would need to hold it in a 4-jaw and indicate it to the thread register (the part without threads)
The better way would be to make a threaded nose stub spindle to match the nose on the div head,
mount the stub in your 4-jaw and indicate it, then screw the plate to that and machine it. Lot of work though.
Last edited:
- Joined
- Nov 28, 2016
- Messages
- 2,344
I've never had my BS-1 apart... how difficult are they to disassemble?
If it is fairly easy, I would remove the spindle and see if it can be chucked up in a 4 jaw... get it indicated as close as possible, then install the plate and skim the face and diameters.
-Bear
If it is fairly easy, I would remove the spindle and see if it can be chucked up in a 4 jaw... get it indicated as close as possible, then install the plate and skim the face and diameters.
-Bear
- Joined
- Apr 30, 2015
- Messages
- 11,284
I thought of that too Bear, but hesitated to mention it - "You want me to freaking take my dividing head apart?"
It would give the very best accuracy however
You would need to clean the spindle very thoroughly before re-assembling- prevent any cast iron chips from getting into the div head
It would give the very best accuracy however
You would need to clean the spindle very thoroughly before re-assembling- prevent any cast iron chips from getting into the div head
Last edited:
- Joined
- Dec 18, 2019
- Messages
- 6,433
If the OP hasn't already, it probably is a good idea to clean out his dividing head anyways. There was a surprising amount of grit, junk, etc. in mine. There are several good videos on the teardown. I had to make a pin spanner wrench, but the teardown was pretty straightforward. I had mine apart a couple of times, by the last time it only took about 15 minutes. (Goofed something up!) Once it is apart, then he can access the divider spindle and put it in a four jaw to machine the back plate. Assuming the spindle has been trued to zero runout in the four jaw, machining the back plate while on the spindle, is a very good way to get the least possible TIR. Worked for me on my backplate on my G0602 threaded spindle.I thought of that too Bear, but hesitated to mention it - "You want me to freaking take my dividing head apart?"
It would give the very best accuracy however
You would need to clean the spindle very thoroughly before re-assembling- prevent any cast iron chips from getting into the div head