- Joined
- Mar 13, 2017
- Messages
- 36
Any time I see the word "Cornell", all I can think of is Andy Bernard saying "I went to Cornell. Ever heard of it?"
I posted about my little CNC lathe here: https://www.hobby-machinist.com/threads/scratch-built-cnc-micro-slant-bed-lathe.62966/
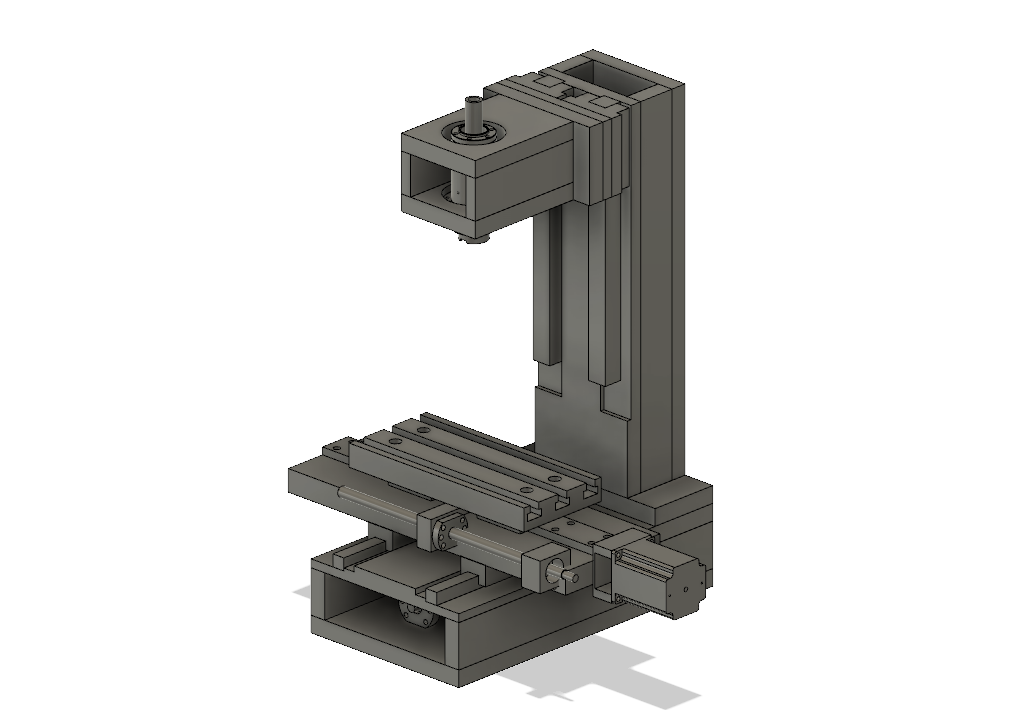
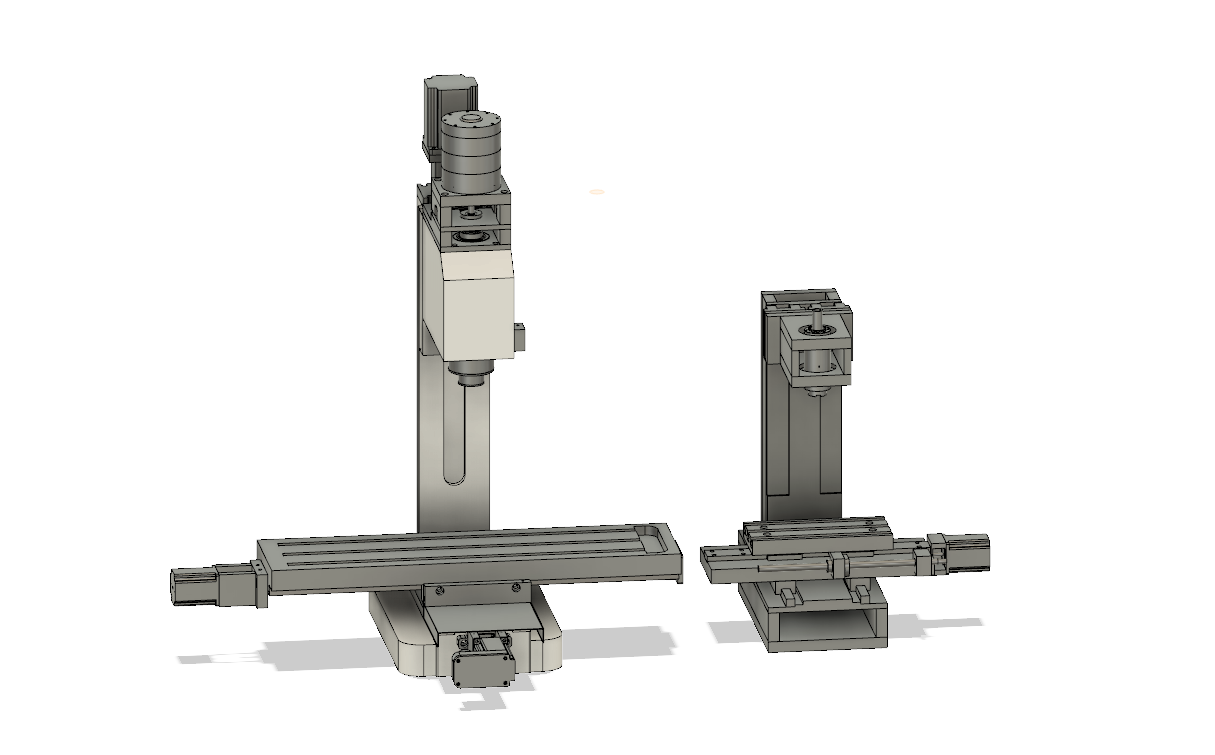
At the moment, it is on hold because I have been focusing more on my new mill, but I will get back around to working on it eventually. I have been working on a design for a tiny CNC mill to go with it. Maybe one day I will make that too and have a pair of "large" machines and a pair of tiny ones.
My friends bust my chops every time I mention it by throwing office references in.
The little CNC lathe is very impressive, really looks great. I like the idea of JB welding the headstock up. Although I'm sure it will never come apart, I'm way too OCD and would image it delaminating every time I took a cut. What material did you turn the spindle out of. I was thinking about some pre-hardened 4130 for mine but wanted the ability to run collets in it and don't trust I could turn/grind a ER collet seat. I think my favorite part is the 250 dollar limit, which is pretty low to get a fully functional lathe with a tool changer and everything.

I didn't get very far with my vertical mill design. Once I started calculating cost I realized this might be the greatest financial move as a self-supporting college student. Would love to see a yours if it starts coming together.
Last edited by a moderator: