

- Joined
- Sep 22, 2019
- Messages
- 935
Will a cast iron table saw table suffice as a surface plate in a pinch.
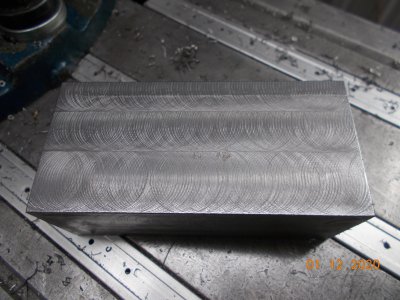
I am attempting to square up a 4" piece of drop from a 2 x 4 bar stock on my mill.
Thinking of taping a piece of 220 grit wet/dry paper to it for polishing one surface as flat as possible for a reference point to finish the other 3 sides in the mill.
Would this piece of mat'l be a good candidate for a pair of vee blocks?
I am attempting to square up a 4" piece of drop from a 2 x 4 bar stock on my mill.
Thinking of taping a piece of 220 grit wet/dry paper to it for polishing one surface as flat as possible for a reference point to finish the other 3 sides in the mill.
Would this piece of mat'l be a good candidate for a pair of vee blocks?
") Hardened and ground is expensive. If you need nice Vee blocks, buy them - not expensive.
Hardened and ground is expensive. If you need nice Vee blocks, buy them - not expensive.