Hi, I've got a 1936 Atlas/Craftsman 12". That year was the last before they began to offer the Timken bearings so mine are Babbitt. I have been running into issues with the bearings when I use carbide insert tooling. I do not think that it is a lubrication problem, because I am using the recommended spindle oil, and lubricating at a minimum at the beginning of each day that I use it. When using carbide tooling the axial forces seem to be much higher, and the "thrust bearing" gets all of the oil pushed out and has completely locked up and galled on me once. After that happened I have been careful to constantly add oil to the rear bearing. I'm taking a 20thou on the dial cuts about 12" long on 1144 stressproof which is free machining. I have to add oil every 3-4 passes which seems like quite a lot especially in comparison to when cutting with HSS where I only have re-lubricate maybe once or twice over like 4-5 hours of run time.
I was thinking about replacing the "thrust bearing" collar with some sort of ball/roller thrust bearing. I keep saying "thrust bearing" because it is just a steel ring that is butted up against the step in the spindle and bears on the edge of the Babbitt bearing. I already have a visible amount of end play in the spindle because when I had it tighter I was having problems constantly. I was wondering if anyone had retro-fitted their Babbitt lathe to have a thrust bearing of some sort like on South Bend lathes.
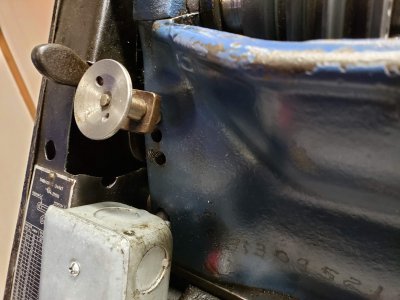
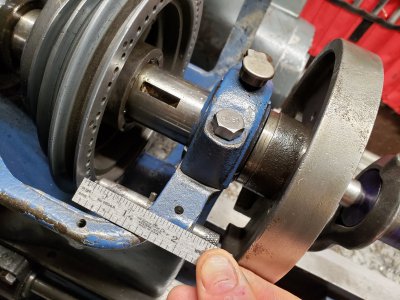
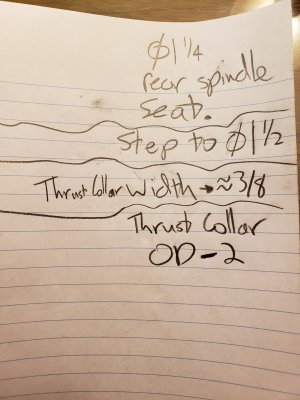
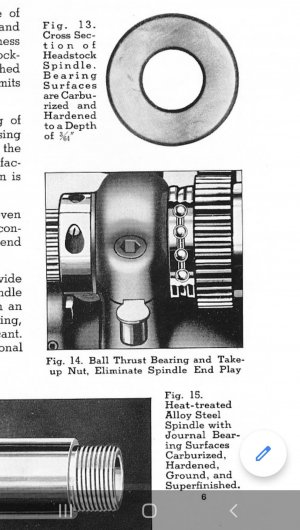
The pictures I have attached are in order as follows: my lathe's thrust bearing (its black), the dimensions of the ring, a page from the South Bend Catalog detailing how their bearings worked.
From what I can tell I could use a ball thrust bearing or a roller thrust bearing. I was wondering what the advantages and disadvantages of either are. Let me know what you guys think.
I was thinking about replacing the "thrust bearing" collar with some sort of ball/roller thrust bearing. I keep saying "thrust bearing" because it is just a steel ring that is butted up against the step in the spindle and bears on the edge of the Babbitt bearing. I already have a visible amount of end play in the spindle because when I had it tighter I was having problems constantly. I was wondering if anyone had retro-fitted their Babbitt lathe to have a thrust bearing of some sort like on South Bend lathes.
The pictures I have attached are in order as follows: my lathe's thrust bearing (its black), the dimensions of the ring, a page from the South Bend Catalog detailing how their bearings worked.
From what I can tell I could use a ball thrust bearing or a roller thrust bearing. I was wondering what the advantages and disadvantages of either are. Let me know what you guys think.

")