If you wanted to use a CNC Mill, then you would just use a small ball end mill and mill the contours in 3D. No form tool needed.You will still need to work out workholding and have to flip it at some point in the operation but that is true for both CNC MIll or Manual Lathe. I like the idea of the formtool on the lathe.
Ok, that's what I figured i.e. I'd have to flip the ring over and do the contour one half at a time. Plus on such a small part I'm sure the contour will leave steps...though I could sand them even.
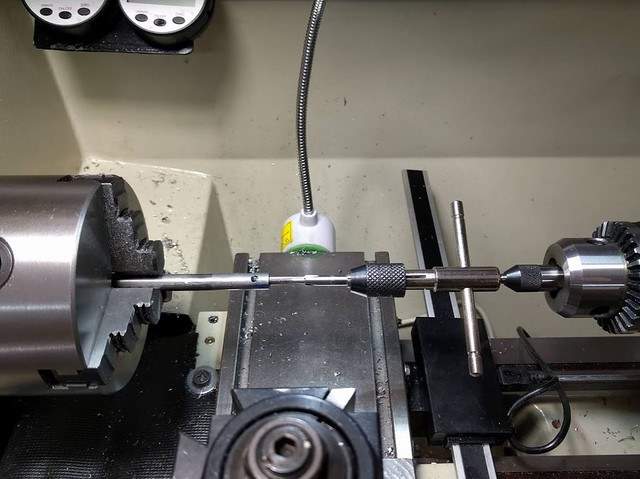
If I were making the "comfort style", I would tse the lathe to cut the ring from ther end of a piece of round stock. Bore the i.d. first and turn the maximum od.. I would use gravers to do the contour work first the i.d. and then the od. Clean up both surfaces with increaswingly finer grits of wet or dry followed by polishing with diamond paste. The final operation would be parting the ring and sanding and polishing th last edge. I have made a mandrel for polishing my ring using a pice of pvc pipe and some duct tape. The ring is slid over the duct tape and has a tight enough fit towithstand the sanding and polishing forces.
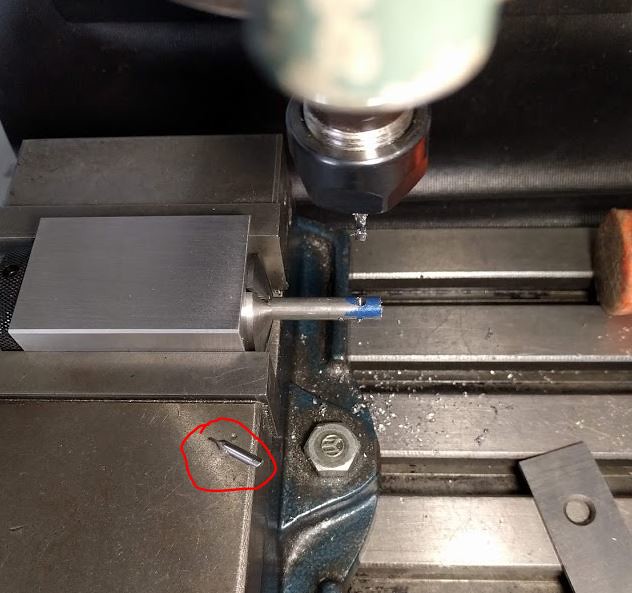
Thanks RJ! interesting, never even knew what a 'graver' was. However, going this route means learning and acquiring more stuff before I can do the actual work. I think I'm going to try the form tools first. I've been meaning to make small boring bars that take HSS inserts so this will be a good time to make that happen.
Great tip on the pvc/duct-tape mandrel, I was thinking of making an expanding one out of alum but pvc one sounds much easier/faster.