

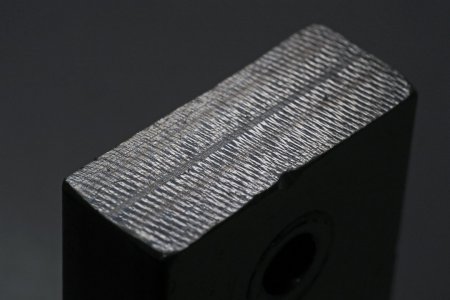
I am getting this irrespect of the material and depth of cut. In the photo ( picture 1 ) it's a piece of aluminium ( not sure what type but softer than 6061 ). The tool is a 10 mm carbide end mill and conventional cut was used. The feeding was done manually and on the slow side. It's purely an aesthetical issue but I would like to know the reason. There was no chatter. Is it due to spindle runout ? or poor rigidity ? or other things ?
Update :
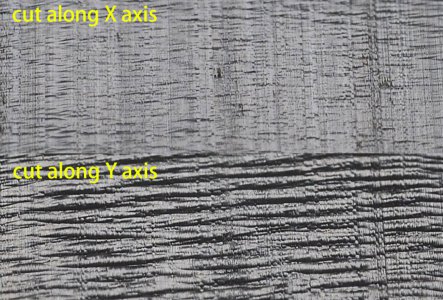
I subsequently did a cutting test under different settings and found that the relatively poor finish occurs only if the cutting is done along the Y axis. The only reason I can think of is the poorer rigidity of the head which is expected to flex / oscillate more along the X axis .
Details :
machine : Emco FB2 bench mill, weight about 300 lbs
workpiece material : 6061 aluminium
tool : Carbide end mill 10 mm diameter, run out measured next to the collet face = 0.01 mm TIR
spindle speed : 2000 rpm
feed speed : 65mm / min power feed ( along the X axis ) , about 80 mm / min manual feed ( along the Y axis )
depth of cut : 0.1 mm ( finishing )
length of cut : 9 mm
conventional cut
all axes with no motions including the quill locked
cutting fluid used ( Rocol )
set up shown in picture 2
surface finish comparison shown in picture 3.
Update :
I subsequently did a cutting test under different settings and found that the relatively poor finish occurs only if the cutting is done along the Y axis. The only reason I can think of is the poorer rigidity of the head which is expected to flex / oscillate more along the X axis .
Details :
machine : Emco FB2 bench mill, weight about 300 lbs
workpiece material : 6061 aluminium
tool : Carbide end mill 10 mm diameter, run out measured next to the collet face = 0.01 mm TIR
spindle speed : 2000 rpm
feed speed : 65mm / min power feed ( along the X axis ) , about 80 mm / min manual feed ( along the Y axis )
depth of cut : 0.1 mm ( finishing )
length of cut : 9 mm
conventional cut
all axes with no motions including the quill locked
cutting fluid used ( Rocol )
set up shown in picture 2
surface finish comparison shown in picture 3.
Attachments

Last edited: