

- Joined
- Jul 8, 2017
- Messages
- 88
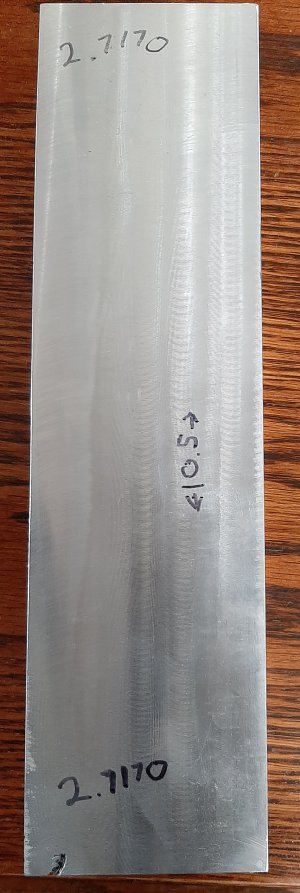
Hi all. Just learning. I do not know what to expect nor what I am looking at. I trammed my PM932 with the device I made attachment 1. As you can see it seems to be very square. Y axis is the same. I trammed my vice it also is the same. My rpm was 1970 feed rate 2.75 in/min. Cutter 2.5' face mill with 4 carbide inserts. The brick is Al from scrap yard one end was badly damaged. I cleaned it up some on the ends . Attachments 2 and 3 show the dimensions as best I can measure. I do not necessarily believe the 4 digit. So what do you think. Is this ok.
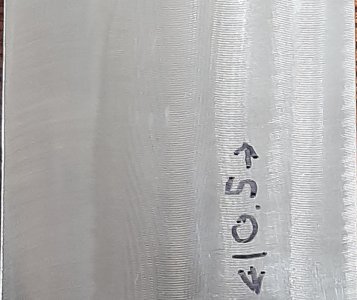
The zoomed in attachment 4 shows a pattern of arcs across the whole part. If i take a 123 block and lay that on it with a strong back light a very small gap barely visible shows up in the middle of the arc. Why?
The zoomed in attachment 6 shows a pattern of arcs across the whole part. This is the opposite side of attachment 4. This was done with multiple passes. If i take a 123 block and lay that on it with a strong back light a very small gap barely visible shows up in some of the passes but not all of the arcs. Why?
Thanks for your patience and insight.
The zoomed in attachment 4 shows a pattern of arcs across the whole part. If i take a 123 block and lay that on it with a strong back light a very small gap barely visible shows up in the middle of the arc. Why?
The zoomed in attachment 6 shows a pattern of arcs across the whole part. This is the opposite side of attachment 4. This was done with multiple passes. If i take a 123 block and lay that on it with a strong back light a very small gap barely visible shows up in some of the passes but not all of the arcs. Why?
Thanks for your patience and insight.
Attachments




Last edited: