The indexing head will sit in the horizontal position on the mill table such that the work is parallel to the mill table. Typically the work would be trammed in so it is actually inline with the x axis. However I'm going to rotate it so that it's:
- Still parallel to the mill table
- Rotated 45 degrees along the z axis
I will then come in with a ball end mill moving the table only along the Y axis. This will but a slot at a 45 degree angle to the work. I'll then index the work some undetermined increment and repeat. Think about a rope knurl, perhaps- or maybe something like a star knob/handle thing. Or perhaps even better is something like a helical gear, though I do NOT intend on rotating the index axis while milling. I am cutting straight slots.
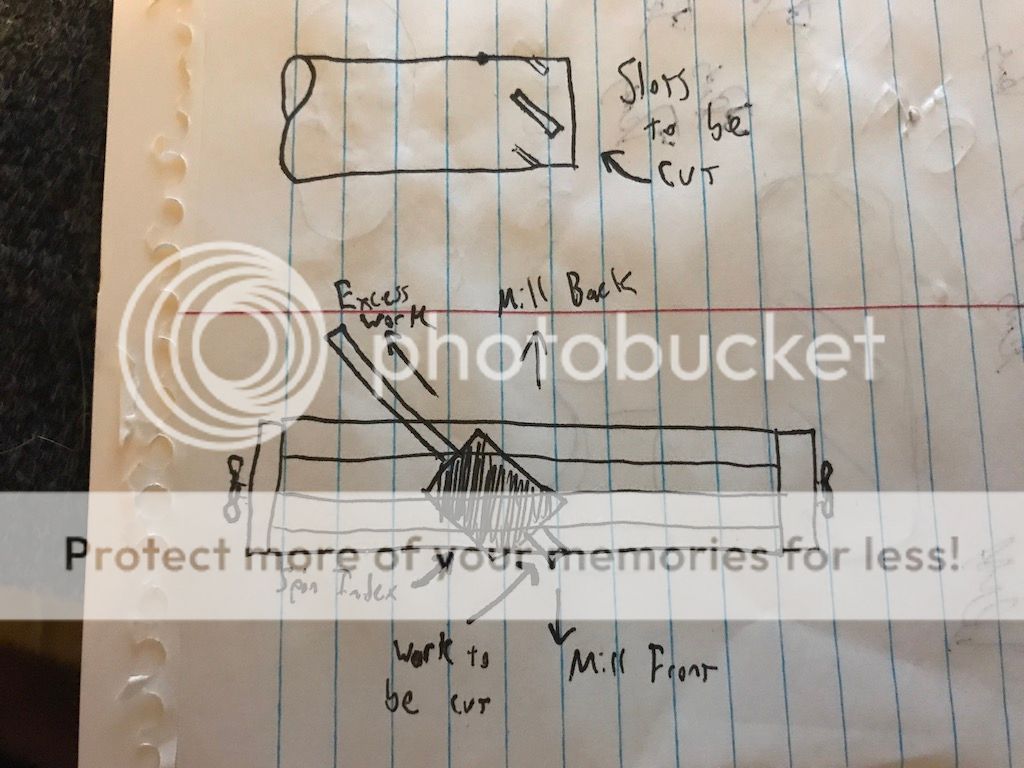
Super duper crude- top is the rod I want to cut diagonal slots in, bottom is how I'd setup the indexing head on the mill table. The slots will be whatever my smallest ball end mill is- I think .125" or maybe if I'm lucky .0625" and will be no more than .100" deep. They will likely be something like .25" long at the most- probably much less than that.
I'm making something similar to the copper ring on this top (which sadly- I literally just googled for a similar image to my idea and found almost exactly my idea. I swear this is the first time I've seen this image. Sigh...)