- Joined
- Jul 15, 2020
- Messages
- 422
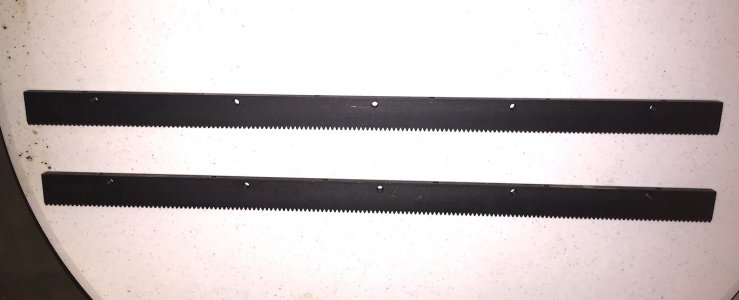
You will need two spur gears (20 pitch, 15 tooth, 5/16" ID 20 deg. pressure angle). I used gears with set screws, although you can knurl the shafts and press them on if you prefer. You will also need two 24" lengths of corresponding gear rack. All of this can be purchased on eBay from the seller CAROLBRENT. They currently have auction no. 332347670951 up which contains 3 racks and one spur gear. They also sell spur gears individually, and other combinations of racks and gears.
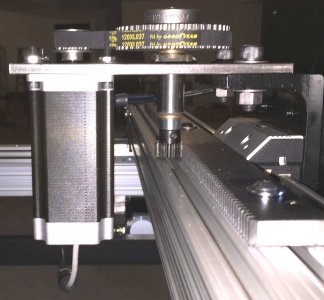
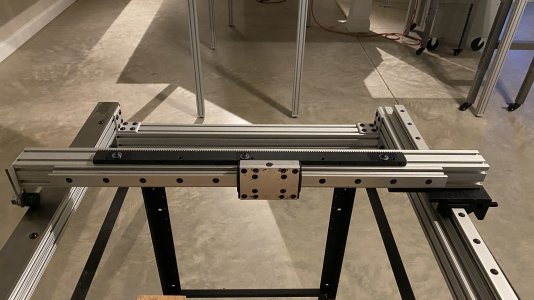
You will need two 4" long pieces of 5/16" diameter drill rod. 5/16" dowel pins would work if you could find them 4" long. The spur gears must be mounted on the end of the drill rods as shown. I reduced the length of my gear racks to 21" each, as this was my desired X & Y axis travel. The X axis could be slightly longer, but any longer on the Y axis and you risk cutting your table frame.
You will not use the existing holes in the gear rack. Instead, drill three 1/4" diameter holes 1/2" in from the non-toothed side of the rack. Place them about 1 1/2" from each end, and one in the center.
The idea here is for the spur gear to disengage from the end of the gear rack before reaching the end of travel. This eliminates the need for limit switches, and is more foolproof than limit switches.
You will need two 4" long pieces of 5/16" diameter drill rod. 5/16" dowel pins would work if you could find them 4" long. The spur gears must be mounted on the end of the drill rods as shown. I reduced the length of my gear racks to 21" each, as this was my desired X & Y axis travel. The X axis could be slightly longer, but any longer on the Y axis and you risk cutting your table frame.
You will not use the existing holes in the gear rack. Instead, drill three 1/4" diameter holes 1/2" in from the non-toothed side of the rack. Place them about 1 1/2" from each end, and one in the center.
The idea here is for the spur gear to disengage from the end of the gear rack before reaching the end of travel. This eliminates the need for limit switches, and is more foolproof than limit switches.