
Interesting, I believe the majority of my er40 collets (except bigger sizes) are like this. I never knew they made them differently.I am set up for ER-40 "everywhere" (quotes because it's not quite true...). I still use 5C collets in my single-lip cutter grinder - sometimes to hold an adapter for ER-25 collets...
Anyhoo, I wanted to mention / note that I picked up some Chinese ER-40 collets and a few of them are back-bored, such that the gripping surface is only the first ~15mm or so. I've never seen that style specifically advertised, but I really like them for shortening screws and other tasks because I can bury the screw head in the back of the collet. I haven't searched for them, but I assume it's an available feature, which might solve some of the issues of chucking short pieces in an ER collet. I don't recall checking the runout (specifically) but they've been accurate enough that I haven't had any issues with them.
View attachment 446886
GsT

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
ER40 versus 5C Collets - Considerations and Trade-offs
- Thread starter davidpbest
- Start date
- Joined
- Dec 26, 2015
- Messages
- 2,079
Rego-Fix (Swiss company) is the inventor of the ER-series of collets and collet closure devices. I regard them as the standard - they make a variety of collet types and related components. Details here. None of their ER collet products counterbore the collet from the back side like the versions shown in @GeneT45 post. Such a configuration will certainly lower the ability of the collet to constrain the shaft that it holds to tight tolerances, particularly as the material being held is projected forward outside the clamping of the collet itself. I would expect TIR of those collets, or thier ability to maintian shaft concentricity under load, to potentially be very good right where the shaft being clamped exits the collet, but far worse than a "full-contact" collet when measured 2+ diameters out from the face of the collet.
- Joined
- Jul 10, 2023
- Messages
- 19
Found this thread just in time. I purchased one of those 5C chucks a few years ago and am finally getting around to mounting it on my Logan lathe. I was going to mount it this past week but had lost one of the three screws that hold the chuck to the back plate. So I ordered some M8 X 50mm screws from McMaster-Carr. So I got delayed in mounting the chuck. Looks like a tear down is in order before using.
Would it be appropriate to post in this thread of my findings and fixes, or should I post elsewhere on the forum?
Bernd
Would it be appropriate to post in this thread of my findings and fixes, or should I post elsewhere on the forum?
Bernd
Last edited:
I employ a "spider" to support the bar stock, keep it centered in the spindle to improve TIR at the collet nose, and to reduce the chance for long stock to begin to whip uncontrollably which is a major safety hazard.
One more place you can use your collets is for a self-aligning spider.
I got lucky and my 4-point spider screws onto the same thread spec as an ER40 nut, so I just made an adapter to use ER40 collets instead:
Using an ER40 as a spider in a G0709
I noticed that the outboard end of my spindle had the same M50x1.5 thread as an ER40 nut, which made me wonder if I could use an ER40 nut instead of a spider, as a self-indicating outboard stock support. I used some 1 7/8" CRS stock and made an adapter to hold the ER40 collet inside the end of...
www.hobby-machinist.com
I bought both imperial and metric sets, and I use best best collet in the chuck, and then the next larger in the other set outboard.
If that didn't fit, I'd have a bit more work to do to make an adapter, of course. I sometimes use my mini-lathe to do work for setups while I have work in the big lathe, and I've thought about making an ER spider for it as well.
- Joined
- Jul 10, 2023
- Messages
- 19
Having purchased one of these "cheap" chucks and finally getting around to mounting it on the lathe. The three-screw holding the chuck together came out very easy. There were what appeared to be torque down by the way they snapped loosening them. All the screws removed ready to split the chuck.

Very well greased and oiled from the looks of the drive gear and screw.

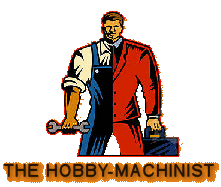
I took my C5 collet chuck apart to see if there were any debris in the gears. Here's my procedure. I can't believe Clough42 used a screw driver to pry apart his chuck. I used a brass drift in the V groove around the chuck and the three holes where the drive gears are.
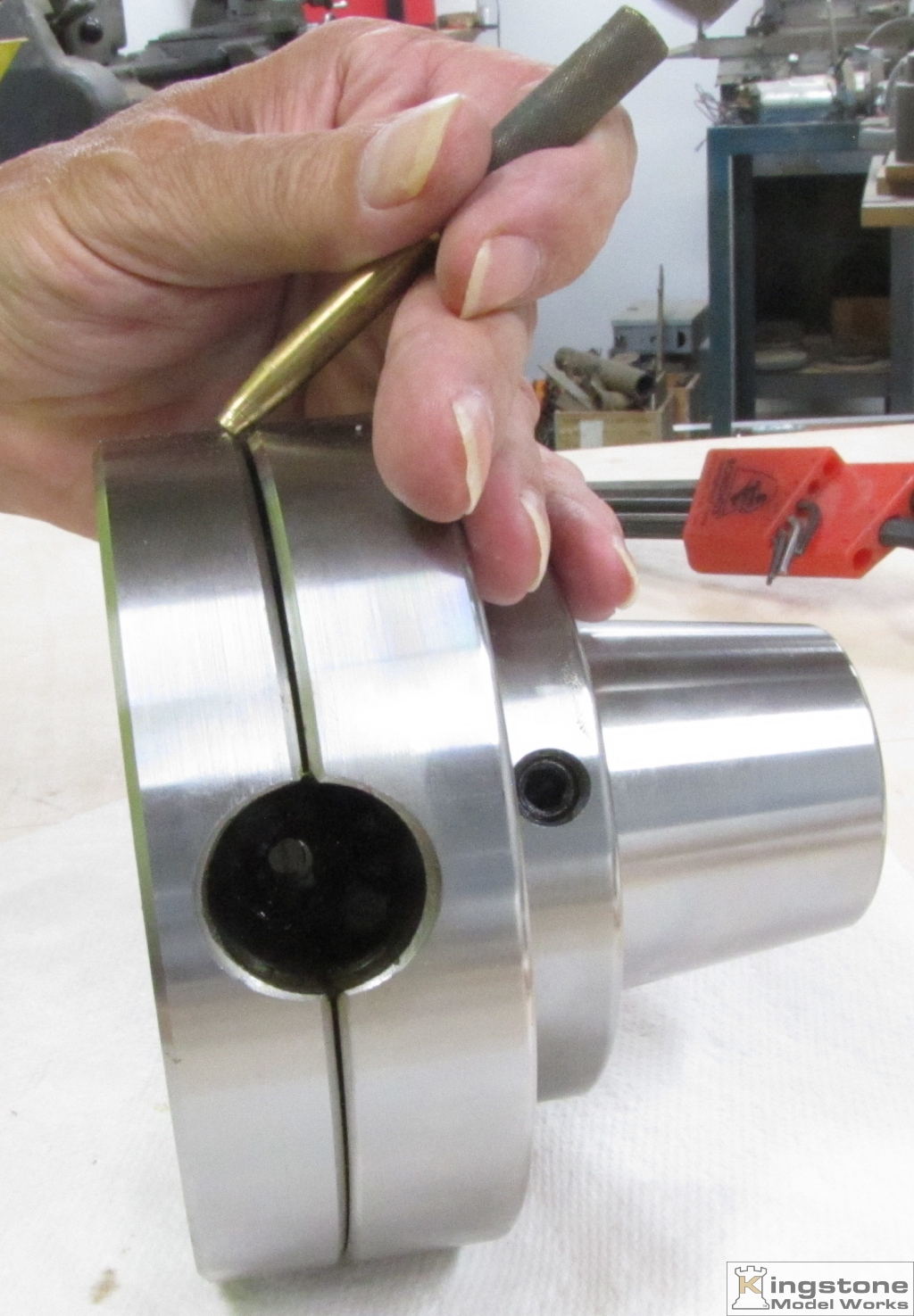

The gear has a nice even grind on it. I was a bit disappointed that there was not thrust washer under the gear. I could probably remedy that by facing the gear and adding a thrust washer, but I don't think it will be needed right now. Maybe later after extended use and wear.


I didn't remove the grease since I haven't used the chuck yet. I found no chips or signs of any kind of grind dust in the grease. So I assembled it and mounted it on the lathe to check runout. The best I can get right now is .0005" runout on the inside ground surface of the nose section. I'll have to play around with that to see if I can get it better. Might have to turn the backing plate mounting section down a bit so I can get it dialed in.
I'm quite happy with my purchase. Next I'm looking at either a ER32 or ER40 spindle chuck.
Bernd
Very well greased and oiled from the looks of the drive gear and screw.
I took my C5 collet chuck apart to see if there were any debris in the gears. Here's my procedure. I can't believe Clough42 used a screw driver to pry apart his chuck. I used a brass drift in the V groove around the chuck and the three holes where the drive gears are.
The gear has a nice even grind on it. I was a bit disappointed that there was not thrust washer under the gear. I could probably remedy that by facing the gear and adding a thrust washer, but I don't think it will be needed right now. Maybe later after extended use and wear.
I didn't remove the grease since I haven't used the chuck yet. I found no chips or signs of any kind of grind dust in the grease. So I assembled it and mounted it on the lathe to check runout. The best I can get right now is .0005" runout on the inside ground surface of the nose section. I'll have to play around with that to see if I can get it better. Might have to turn the backing plate mounting section down a bit so I can get it dialed in.
I'm quite happy with my purchase. Next I'm looking at either a ER32 or ER40 spindle chuck.
Bernd
- Joined
- Feb 21, 2022
- Messages
- 773
Excellent description. The myth still persists with a collet video recentlly posted stating that 5C only grip at the tip.I bought a 5C collet chuck for two reasons. I already had a 5C collet set, albeit only by 1/16ths, and I liked the slim nose on the 5C chuck which allowed me greater flexibility for certain operations.
A down side is the lack of grip range of a 5C collet which will require minimally a 1/32" set of collets and preferably a 1/64" set. The cost of a full set of 5C collets would exceed the cost of a set of ER32 or ER 40 collets. Changing out collets on my collet chuck also requires a full 32 turns of the chuck key, which can be annoying.
I disagree with the idea that 5C collets only grip the work at the nose of the collet. Were that true, the work would be unstable in the chuck. When a 5C collet is closed, it first contacts the the work at three points ,H in the left drawing, at the nose of the collet, as the collet jaws bend in a simple arc in region B in the upper right drawing. The collet also makes contact with the 5C socket at point D with a slight gap at E. The work is only in contact at C in the drawing.
View attachment 441662
As the chuck is further tightened, the simple arc in region B changes to a S shape with bends at F and G as shown in the lower right drawing, closing the gap E. Fully tightened, the collet will be in contact with the socket all along the surface between D and E and the region A will again be parallel to the collet axis, gripping the work along three axial lines along H and stabilizing it.
The limit governing the ability to grip an undersized cylinder will be determined by the three gaps in the collet. The amount of force required to close a collet will increase as the difference in size between the collet and the work increases. In the case of using a lever type collet closer, the available force may very well be insufficient to that required to fully close on the work, resulting in a three point grip on the work rather than three lines.
If the part is parallel, then the bore when clamped is parallel, therefore the taper is correct.
- Joined
- Aug 15, 2013
- Messages
- 2,116
Or this if you're cheap and lazy like me.You might consider making a speed handle for your collet chuck (@mksj version shown):
Or a cordless ratchet - lightly held so as not to over-tighten and distort the collet geometry:
View attachment 441771

I've been using one of these on my 5C chuck for 5 or 6 years. I made an adapter bit to fit my Bison chuck pinions.
Tom
Last edited:
- Joined
- Dec 26, 2015
- Messages
- 2,079
I'm not sure why this myth still exists either. If you read the document I posted at the beginning of this thread you will see this statement about 5C clamping range/length:Excellent description. The myth still persists with a collet video recentlly posted stating that 5C only grip at the tip.
If the part is parallel, then the bore when clamped is parallel, therefore the taper is correct.
- Joined
- Dec 18, 2022
- Messages
- 1,779
I have a large set of ER32's and a reasonable set of ER40's but I have never messed with 5C collets. Is there some advantage I am missing out on?I'm not sure why this myth still exists either. If you read the document I posted at the beginning of this thread you will see this statement about 5C clamping range/length:
View attachment 478595
I have a large set of ER32's and a reasonable set of ER40's but I have never messed with 5C collets. Is there some advantage I am missing out on?
I have ER40s and 5C and use both. I assume you aren't looking for the ER advantages (there are plenty of those too, and I do use ER40 more often than 5C) and specifically want to know about 5C advantages. Here are a few, not all of which I've actually taken advantage of yet:
5C are dual-threaded and support rear collet closers, as well as work stops for repeatable indexing.
5C are better for holding work with short engagement (though see earlier in the thread the possibility of backing them with similar pieces deeper in the collet as a workaround on ER collets).
5C are easier to work close to the collet face because there isn't a nut protruding beyond the collet face.
Spindexers are widely available in 5C and not in ER.
5C "emergency" collets are available that you can machine to all sorts of custom needs, and are not crazy expensive.
5C collets are available for non-round stock (at least hex and square).